| Содержание
ВВЕДЕНИЕ Раздел 1 ТЕОРЕТИЧЕСКИЕ ОСНОВЫ РАЗВИТИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
1.1 Основные понятия технологии
1.2 Классификация технологических процессов
1.3 Пути и закономерности развития технологических процессов
1.4 Технологические основы стандартизации и обеспечения качества продукции
1.5 Техническая подготовка производства
1.6 Технологический прогресс – основа развития современного общества
Раздел 2 ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ
2.1 Производств о серной кислоты
2.2 Производства минеральных удобрений
2.3 Технологические процессы переработки топлива
2.4 Технологические процессы производства полимерных материалов и пласт масс
2.5 Основные направления технологического прогресса в химической промышленности
Раздел 3 ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ В МЕТАЛЛУРГИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
3.1 Технологические процессы производства чугуна, стали, цветных металлов и сплавов
3.2 Производство заготовок литьем металлов и сплавов
3.3 Прокатка металлов и сплавов
3.4 Прессование
3.5 Волочение
3.6 Ковка н горячая штамповка поковок
3.7 Технологические процессы сварки заготовок
3.8 Производство профилированных листов
3.9 Технология работы Белорусского металлургического завода
Раздел 4 ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ В МАШИНОСТРОЕНИИ
4. Выбор материала и типа заготовки для деталей машин и приборов
4.2 Технологические процессы, применяемые в заготовительном производстве машиностроительного предприятия
4.3 Технологические процессы листовой штамповки
4.4 Технологические процессы холодной объемной деформации металлов и сплавов
4.5 Технологические процессы обработки материалов резанием
4.6 Технологические процессы упрочнения металлоизделий
4.7 Коррозия металлов и технологические процессы нанесения металлических и неметаллических покрытий
4.8 Технологические процессы сборки изделий машиностроения
Раздел 5 МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ В МАШИНОСТРОЕНИИ
5.1 Основные понятия
5.2 Технологические предпосылки механизации и автоматизации
5.3 Структура средств автоматизации и механизации
5.4 Методы автоматизации технологических процессов
5.5 Приводы средств автоматизации и механизации
5.6 Подъемко-транспортные средства, манипуляторы, роботы, робототехнические комплексы, гибкие производственные системы
Раздел 6 ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ В СТРОИТЕЛЬСТВЕ
6.1 Производство строительных материалов (ПСМ)
6.2 Стекломатериалы, применяемые в строительстве
6.3 Гидроизоляционные, герметизируюшие, уплотняющие и кровельные материалы
6.4 Применение сборного и монолитного бетона в строительстве
6.5 Устройство дополнительной теплоизоляции зданий
Раздел 7 ПРОГРЕССИВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
7.1 Технологические процессы с применением компьютеров
7.2 Биотехнологии
7.3 Лазерные технологии
7.4 Технологические процессы изготовления деталей и заготовок порошковой металлургией
7.5 Технологические процессы обработки материалов давлением
7.6 Электрофизические и электрохимичеткие методы обработки материалов
7.7 Применение ультразвуковых колебаний в технологических процессах
7.8 Мембранная технология
7 9 Нанотехнология
Раздел 8 ПРОГРЕССИВНЫЕ ТЕХНОЛОГИИ ИНФОРМАТИЗАЦИИ И АВТОМАТИЗАЦИИ ПРОИЗВОДСТВА
8.1 Информационные технологии как основа совершенствования производства
8.2 Технологии передачи и обработки информации
8.3 Основы гибкой автоматизированной технологии
8.4 Автоматизация систем управления и проектирования
ВВЕДЕНИЕ
Двадцатый век вошел в историю как столетие революционных изменений в развитии технологических процессов в различных сферах деятельности человека, а также как время социальных перемен. Развитые страны переходят от индустриального общества к информационному, изменяется облик науки, техники, человека и общества. Благодаря научно-технической революции произошли коренные изменения во всех областях деятельности человека: в сфере образования и иформации, инженерного и управленческого труда, медицине, военном деле, строительстве и машиностроении, транспорте, пищевой и легкой промышленности, сельскохозяйственном производстве и т.
д. Новые технологические процессы становятся основным фактором экономических и социальных преобразований, благодаря которым человек изменяет все сферы своей жизни и меняется сам. Принципиальное отличие информационной цивилизации от предшествующих в том, что главной ценностью становится не земля с се огромными богатствами, не капитал, а знания.
Экспансия новых технологий породила ряд проблем, являющихся как сугубо технологическими, так и социальными (политическими, культурологическими, психологическими, экологическими, медицинскими и т. д.). Например, современная экологическая ситуация такова, что вероятность технологических катастроф ставит под угрозу существования на огромных территориях животных и человека. На фоне захватывающих человечество технологических новаций прослеживается конфликтная ситуация между человеком, обществом и природой, разрешение которой является одной из актуальных проблем нашего времени.
Применение прогрессивных технологических процессов расширяет возможности автоматизации выполняемых работ и повышает их качественный уровень, оптимизирует и стабилизирует параметры техпроцесса, уменьшает расход ресурсов (сырья, материалов, энергии, инструмента, трудозатрат и т. д.), приводит к экологической и экономической эффективности. Высокоразвитые страны со стабильной экономикой привлекают мировое сообщество для обсуждения, поиска направлений, к разработке проектов по разрешению проблемы гуманистической стратегии общества в целом.
Новые технологии становятся для человека средством, при помощи которого у него появляется возможность реализовать, с одной стороны, свои способности, а с другой - свои потребности. В тех странах, где социальная и политическая обстановка стабильна и устраивает общество, экономика достаточно развита и устойчива, технологический прогресс становится движущей силой экономического развитая. Приоритет отдается тому технологическому направлению, который обеспечивает достаточно высокий уровень социальной, политической, экономической, экологической, культурной и других сфер жизни общества. Человек становится целью, ради которой осуществляется научнотехнож» ический прогресс.
На протяжении всей истории человечества позитивные социальные изменения происходили под влиянием технологических и технических новаций. Взаимосвязь технологических новаций и социальных трансформаций проявляется в том, что новые технологии по мере своего развития создают новое окружение, в котором находится человек, и революция в технологиях приводит к социальным изменениям.
Основной целью дисциплины «Производственные технологии» является изучение применяемых в настоящее время в базовых отраслях народного хозяйства технологических процессов и формирование общего представления о:
 роли и месте технологий в современном обществе; роли и месте технологий в современном обществе;
научных основах развития технологических процессов в сфере производства и услуг;
базовых технологических процессах современного производства; технологических особенностях функционирующих в Республике Беларусь предприятий;
прогрессивных технологических процессах;
практике обеспечения наивысшего качества производимых работ на производстве;
методике технологической подготовки производства новых изделий;
роли науки, изобретательской деятельности, патентования и
лицензирования новых технологических процессов;
 выборе оптимальных вариантов технологических решений и методике их технико-экономического расчета. выборе оптимальных вариантов технологических решений и методике их технико-экономического расчета.
Усвоение знаний по дисциплине «Производственные технологии» позволит студенту свободно ориентироваться в общих технических и технологических вопросах современного производства, знать основные тенденции развития технологических процессов, освоить методику анализа и прогнозирования развития производственных технологий в базовых отраслях народного хозяйства.
Раздел 1
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ РАЗВИТИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
1.1. Основные понятия технологии
Технология как наука возникла в связи с развитием крупной машинной промышленности. Слово «технология» происходит от двух греческих слов: «технос» - ремесло и «огос» – наука и в переводе означает наука, о производстве. В настоящее время понятие «технология» относится не трлько к промышленному производству, но и к другим сферам деятельности человека. Сегодня слово «технология» созвучно с такими понятиями, как информационные технологии, рекламные технологии, образовательные технологии и др. Практически любая деятельность человека связана с технологическими процессами. Поэтому более полно это понятие может быть выражено в следующем определении: технология
– это паука о наиболее оптимальных технологических процессах (способах) обработки предметов (объектов) труда. А технологический процесс - - это определенная совокупность и последовательность операций над предметом (объектом) труда, производимых с целью изменения его свойств, формы, размеров и превращения его в продукт труда.
Эти действия (операции) могут осуществляться естественно (сушка древесины или травы, испарение воды и т. п.) или искусственно, как человеком, так и техническими средствами. Поскольку предмет исследования рассматривается в отношении промышленного производства, то понятие «производственные технологии»
подразумевает определенную совокупность и последовательность
различных действии человека и машин для создания наиболее экономичных способов производства сырья, материалов, продукции или оказания услуг
(ремонт оборудования и инструмента, транспортировка грузов и пассажиров, сбор и обработка информации).
Производство служит основой благосостояния и развития общества, поскольку на производстве осуществляется создание материальных благ. Все организации и предприятия могут быть отнесены к производственной или непроизводственной сфере.
К непроизводственной сфере относятся образование, культура, здравоохранение, искусство, торговля, обслуживание, наука и т. д. Производственная сфера включает промышленность, сельское хозяйство и строительство. Для производственной сферы народного хозяйства характерно деление на отрасли.
Отрасль промышленности -
совокупность промышленных и производственных предприятий, научно-исследовательских и проек-тно-конструкторских организаций, изготавливающих продукцию, сходную по своему назначению и сырью, применяющих в основном производстве сходную технологию, использующих для ее производства специально подготовленные кадры работников. Каждая отрасль имеет свои специфические особенности производства, организации и экономики.
Базовыми отраслями, определяющими ускорение научно-технического прогресса, являются: металлургия, энергетика, машиностроение, химическая промышленность, строительная отрасль. Большое значение придается легкой и пищевой промышленности, производящей предметы народного потребления.
По назначению производимой продукции промышленность подразделяется на две группы: группа А.-производство средств производства
и группа Б - производство предметов потребления.
По признаку воздействия на предмет труда отрасли промышленности делятся на добывающие и обрабатывающие. Добывающие отрасли заняты добычей продуктов природы: угля, нефти, газа, руд металлов, минеральных солей и др. Обрабатывающие отрасли заняты переработкой сырья и делятся на отрасли, перерабатывающие продукцию добывающей промышленности, и отрасли, перерабатывающие сельскохозяйственное сырье.
В основе производства любой продукции лежит сырье -
материал или предмет труда, на добычу или производство которого был затрачен труд. Сырье классифицируется на природное и искусственное. Природное
сырье добывается из недр земли, растений, животных, подразделяется на органичвское (нефть, древесина, лен, хлопок и др.) и минеральное (мел, железная руда, соль, глинозем и др.). Искусственное
сырье получают в результате переработки естественного сырья (кислоты, пластмассы, химические волокна, синтетические каучуки и др.). Искусственное сырье так же, как и природное, подразделяется на органическое (вискозное, ацетатное волокно и др.) и минеральное (силикатные, металлические волокна и др.).
Основой деятельности каждого предприятия является производственный процесс. Производственный процесс - это совокупность всех действий людей и орудий производства, необходимых на данном предприятии для изготовления или ремонта выпускаемых изделий.
Он может содержать множество технологических процессов и включает: подготовку производства; получение, транспортирование, контроль и хранение материалов (сырья, полуфабрикатов); технологические процессы изготовления заготовок, деталей, узлов и агрегатов; изготовление и ремонт технологической оснастки, обслуживание и ремонт оборудования, технологические процессы утилизации отходов и многое другое. Технологические процессы делятся на основные, вспомогательные и обслуживающие. К основным технологическим процессам относятся процессы изготовления продукции, реализуемой предприятием, а к вспомогательным - процессы изготовления и ремонта инструмента и оснастки, ремонта приборов и оборудования, к обслуживающим – энергообеспечение, транспортирование различных грузов, складирование и хранение материалов, комплектующих изделий и др. На предприятии технологические процессы осуществляются в цехах, которые соответственно называются основными, вспомогательными и обслуживающими.
Технологический процесс - часть производственного процесса.
Технологический процесс составляет основу любого производственного процесса, является важнейшей его частью, связанной с переработкой сырья, обработкой заготовок, полуфабрикатов и превращением их в готовую продукцию. Основной частью технологического процесса является технологическая операция. Операция - это законченная часть технологического процесса, выполняемая на одном рабочем месте и характеризуемая постоянством предмета труда, орудий труда и способом воздействия на предмет труда.
Примеры операций; сверление отверстий, обточка цилиндрической поверхности на токарном станке, нарезка резьбы, нагрев заготовки перед штамповкой и т. п.
Практически любой конкретный технологический процесс можно рассматривать как часть более сложного процесса и совокупность менее сложных технологических процессов. Любой технологический процесс изготовления готовых изделий (автомобиль, холодильник, электродвигатель) можно разбить на более простые технологические процессы (технологические процессы изготовления заготовок, поковок, отливок, штамповок, обработка их резанием, закалка, окраска и т. д.). В свою очередь простые технологические процессы могут быть разбиты на элементарные. Элементарный технологический процесс -
это простейший процесс, дальнейшее упрощение которого приводит к потере характерных признаков технологического производственной сферы народного хозяйства характерно деление на отрасли.
Отрасль промышленности -
совокупность промышленных и производственных предприятий, научно-исследовательских и проек-тноконструкторских организаций, изготавливающих продукцию, сходную по своему назначению и сырью, применяющих в основном производстве сходную технологию, использующих для ее производства специально подготовленные кадры работников. Каждая отрасль имеет свои специфические особенности производства, организации и экономики.
Базовыми отраслями, определяющими ускорение научно-технического прогресса, являются: металлургия, энергетика, машиностроение, химическая промышленность, строительная отрасль. Большое значение придается легкой и пищевой промышленности, производящей предметы народного потребления.
По назначению производимой продукции промышленность подразделяется на две группы: группа А - производство средств производства
и группа Б - производство предметов потребления.
По признаку воздействия на предмет труда отрасли промышленности делятся на добывающие и обрабатывающие. Добывающие отрасли заняты добычей продуктов природы: угля, нефти, газа, руд металлов, минеральных солей и др. Обрабатывающие отрасли заняты переработкой сырья и делятся на отрасли, перерабатывающие продукцию добывающей промышленности, и отрасли, перерабатывающие сельскохозяйственное сырье.
В основе производства любой продукции лежит сырье -
материал или предмет труда, на добычу или производство которого был затрачен труд. Сырье классифицируется на природное и искусственное. Природное
сырье добывается из недр земли, растений, животных, подразделяется на органическое (нефть, древесина, лен, хлопок и др.) и минеральное (мел, железная руда, соль, глинозем и др.). Искусственное
сырье получают в результате переработки естественного сырья (кислоты, пластмассы, химические волокна, синтетические каучуки и др.). Искусственное сырье так же, как и природное, подразделяется па органическое (вискозное, ацетатное волокно и др.) и минеральное (силикатные, металлические волокна и др.).
Основой деятельности каждого предприятия является производственный процесс. Производственный процесс - это совокупность всех действий людей и орудий производства, необходимых па данном предприятии для изготовления или ремонта выпускаемых изделий.
Он может содержать множество технологических процессов и включает: подготовку производства; получение, транспортирование, контроль и хранение материалов (сырья, полуфабрикатов); технологические процессы изготовления заготовок, деталей, узлов и агрегатов; изготовление и ремонт технологической оснастки, обслуживание и ремонт оборудования, технологические процессы утилизации отходов и многое другое. Технологические процессы делятся на основные, вспомогательные и обслуживающие. К основным технологическим процессам относятся процессы изготовления продукции, реализуемой предприятием, а к вспомогательным – процессы изготовления и ремонта инструмента и оснастки, ремонта приборов и оборудования, к обслуживающим – энергообеспечение, транспортирование различных грузов, складирование и хранение материалов, комплектующих изделий и др. На предприятии технологические процессы осуществляются в цехах, которые соответственно называются основными, вспомогательными и обслуживающими.
Технологический процесс - часть производственного процесса.
Технологический процесс составляет основу любого производственного процесса, является важнейшей его частью, связанной с переработкой сырья, обработкой заготовок, полуфабрикатов и превращением их в готовую продукцию. Основной частью технологического процесса является технологическая операция. Операция - это законченная часть технологического процесса, выполпмеман на одном рабочем месте и характеризуемая постоянством предмета труда, орудий труда и способом воздействия на предмет труда.
Примеры операций: сверление отверстий, обточка цилиндрической поверхности на токарном станке, нарезка резьбы, нагрев заготовки перед штампонкой и т. п.
Практически любой конкретный технологический процесс можно рассматривать как часть более сложного процесса и совокупность менее сложных технологических процессов. Любой технологический процесс изготовления готовых изделий (автомобиль, холодильник, электродвигатель) можно разбить на более простые технологические процессы (технологические процессы изготовления заготовок, поковок, отливок, штамповок, обработка их резанием, закалка, окраска и т. д.). В свою очередь простые технологические процессы могут быть разбиты на элементарные. Элементарный технологический процесс -
это простейший процесс, дальнейшее упрощение которого приводит к потере характерных признаков технологического процесса. Поэтому наиболее наглядную структуру технологического процесса можно представить на примере элементарного технологического процесса, обладающего одним рабочим ходом и комплексом вспомогательных ходов и переходов.
Основные элементы технологических операций: установ, переход, вспомогательный переход, рабочий ход, вспомогательный ход и позиция.
Установ -
законченная часть операции, выполняемая при неизменном закреплении обрабатываемой заготовки или собираемой сборочной единицы.
Переход -
законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке.
Вспомогательный переход -
законченная часть операции, не сопровождаемая обработкой, но необходимая для выполнения данной операции (подача заготовки, ее установка и снятие обрабатываемой детали) или рабочего хода (замена инструмента, его настройка и др.).
Рабочий ход -
это законченная часть операции, непосредственно связанная с изменением формы, размеров, структуры, свойств, состояния или положения в пространстве предмета труда (в соответствии с назначением технологического процесса). Рабочий ход - это главная (основная) часть технологического процесса. Все его остальные части по отношению к рабочему ходу являются вспомогательными.
Вспомогательный ход -
законченная часть перехода, состоящая ич однократного перемещения инструмента относительно заготовки, но не сопровождаемая изменением формы, размеров, шероховатости поверхности или свойств заготовки, однако необходимая для выполнения рабочего хода (подвод инструмента к заготовке, отвод инструмента).
Позиция -
фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования для выполнения определенной части операции, например, обработка в поворотном приспособлении.
Выбор того или иного технологического процесса зависит от типа производства. В зависимости от производственной программы и характера изготавливаемой продукции различают три типа производства: единичное, серийное и массовое.
Единичное
производство характеризуется малым объемом выпуска одинаковых изделий, повторное изготовление или ремонт которых, как правило, не предусматриваются. Изготовление продукции либо не повторяется вовсе, либо повторяется через неопределенный промежуток времени (индивидуальные заказы). Сюда относятся производство особо крупных уникальных машин и оборудования, прокатных станов, тепловых и гидравлических турбин, прессов, станков специального назначения, космических станций, ремонт автомобилей, инструмента и оборудования.
Серийное
производство характеризуется изготовлением или ремонтом изделий периодически повторяющимися партиями. В зависимости от количества изделий в партии или серии различают мелкосерийное, среднесерийное и крупносерийное производство. Серийным производством выпускаются машины и изделия ограниченного применения: компрессоры, насосы, металлорежущие станки, тепловозы, электровозы, экскаваторы, летательные аппараты, подъемно-транспортные машины и др.
Массовое
производство характеризуется большим объемом выпускаемых изделий, непрерывно изготавливаемых или ремонтируемых продолжительное время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция. Массовым производством изготавливают широко используемые машины и изделия, такие как автомобили, тракторы, комбайны, электродвигатели, холодильники, приборы, часы, подшипники, велосипеды, мотоциклы, стиральные машины, электролампочки и т. п.
Важной характеристикой для типа производства является коэффициент закрепления операции:
Kз.о.
= О/Р,
где О - число различных технологических операций, выполненных или подлежащих выполнению па предприятии и течение месяца; Р – число рабочих мест на предприятии.
При Kз.о.
= 20...40 производство мелкосерийное; при Kз.о.
= 10...20 – среднесерийное; при Kз.о.
= 1...10 – крупносерийное. Для единичного производства Kз.о.
не регламентируется; для массового производства Kз.о.
=1.
Расчленение технологического процесса позволяет выявить его элементы, протекающие наиболее медленно, оценить пути и стоимость их ускорения, проанализировать особенности затрат труда и возможные варианты его экономии. Выбор наиболее экономичных и рациональных операций - один из путей повышения эффективности производства. Вез изучения сущности технологического процесса и наиболее полно характеризующих его параметров невозможно выявить факторы, оказывающие самое благоприятное воздействие на его развитие. Все параметры, используемые для характеристики технологических процессов, можно объединить в три группы.
К первой группе параметров
относятся те, которые характеризуют индивидуальные особенности конкретных технологических процессов. Это могут быть параметры собственно технологического процесса (давление, температура, скорость обработки, состав сырья и т. п.), технические характеристики оборудования, схемы компоновки оборудования и др. Данная группа параметров позволяет выделить конкретный технологический процесс из ряда однотипных, но не дает возможности проследить его развитие под действием различных факторов.
Ко второй группе параметров
относятся те, которые характеризуют ряд однотипных технологических процессов: энергоемкость, фондоемкость, расход различных видов материальных ресурсов на единицу продукции и металлоемкость, параметры производительности и т. п. Параметры данной группы дают возможность сравнивать различные наборы однотипных технологических процессов между собой, но не позволяют выявить закономерности развития всего ряда однотипных технологических процессов.
Итак, параметры обеих групп позволяют достаточно полно охарактеризовать конкретный технологический процесс и ряд однотипных технологических процессов. Однако они не могут быть использованы для выявления закономерностей развития технологических процессов в общем виде, а это необходимо для изучения динамики развития производственных систем и научно-технического развития в целом.
Параметрами третьей группы,
которые обладают наибольшей общностью, а следовательно, могут быть использованы для выявления закономерностей развития технологических процессов, является живой и прошлый труд, затрачиваемый внутри технологического процесса.
В любом производственном процессе имеют место затраты живого и овеществленного труда. Совершенствование любого технологического процесса осуществляется при повышении эффективности использования прошлого труда и снижении затрат живого труда. Для характеристики технологического процесса необходимо знать соотношение живого и овеществленного труда а данном процессе.
Целесообразность этих параметров объясняется и тем, что они связаны с такой основополагающей характеристикой, как производительность труда.
Одним из относительных показателей соотношения живого и овеществленного труда в конкретном технологическом процессе является технологическая вооруженность,
представляющая собой долю технологических фондов, приходящихся на одного работающего в данном технологическом процессе:
В = Фг
/К,
где В - технологическая вооруженность труда, руб/чел. в год; Фг
- технологические фонды, руб. в год; К - количество работающих в технологическом процессе, человек.
Технологические фонды -
это годовые затраты прошлого труда в технологическом процессе. Они определяются как сумма годовых амортизационных отчислений от стоимости оборудования, занятого в технологическом процессе, и всех годовых технологических затрат в этом процессе, за исключением затрат на предмет труда.
1.2. Классификация технологических процессов
Итак, в основе любого промышленного производства лежит технологический процесс, под которым понимают совокупность операций по добыче и переработке сырья или материалов в полуфабрикаты или готовую продукцию. Каждый технологический процесс может быть расчленен на определенное число типовых технологических звеньев или операций и представлен в виде технологической схемы. В технологической схеме способ производства излагается в форме последовательного описания операций, протекающих в соответствующих аппаратах, машинах или ином оборудовании.
В основе разнообразных способов переработки сырья лежат физические, механические и химические процессы, различающиеся между собой характером качественных изменений и превращений вещества. Так, использование физических и механических процессов для переработки сырья характеризуется изменением состояния (твердое, жидкое газообразное), внешней формы и физических свойств. Главную группу механических процессов составляют процессы переработки металлических и неметаллических материалов в изделия. К ним относятся: процессы формообразования литьем и пластической деформацией; изготовление неразъемных соединений сваркой, пайкой, клепкой; обработка конструкционных материалов резанием; механосборочные процессы и др. Например, из древесины изготовляют мебель; из металлов штамповкой, резанием, литьем, сваркой, ковкой и другими методами обработки - всевозможные детали машин и аппаратов; из смеси цемента и волокнистых отходов асбеста - шифер, водопроводные трубы, облицовочные плиты и различные асбестоцементные безобжиговые строительные изделия.
Химические процессы
В отличие от физических и механических характеризуются изменением не только физических свойств, но и агрегатного состояния, химического состава и внутреннего строения веществ. Например, химической переработкой природного газа из метана получают водород, этилен, ацетилен, метиловый спирт и другие продукты; гидролизом древесины - скипидар, деготь, камфару, ванилин, спирты, канифоль.
Химические процессы лежат в основе жизнедеятельности всех живых организмов. В технологии промышленного производства термин «химические процессы» следует понимать в широком смысле и не отождествлять с производством только химических веществ. Химико-технологические процессы являются основой производства многих строительных материалов, металлов и пищевых продуктов, используются в технологии машиностроения, производстве радиоэлектронной аппаратуры, измерительной техники, изделий легкой промышленности.
Однако деление процессов переработки сырья на физические, механические и химические является иногда условным из-за невозможности проведения четкой границы между ними. Так, например, изменение формы и внешнего вида материала сопровождается химическими процессами (электроэрозионная обработка поверхностей, литье в форму), а химические процессы почти во всех производствах сопровождаются механическими. Но, несмотря на условность подобной классификации, деление процессов на физические, химические и механические способствует типизации процессов промышленного производства и облегчает выбор наиболее эффективного способа переработки сырья. Такой выбор зависит от многих факторов: доступности сырья, вида используемой энергии, степени сложности аппаратурного оформления, затрат на производственные здания, сооружения, оборудование, их монтаж и эксплуатацию, а также от качества и себестоимости готовой продукции.
Классификация основных процессов промышленного производства может быть произведена на основе различных признаков: способа организации технологических процессов, вида используемого сырья, способов и кратности его обработки, уровня автоматизации, отношения к используемым ресурсам, прогрессивности, динамике развития и т. д. Целью такой классификации является выявление характерных черт, общих закономерностей, основных достоинств, недостатков и путей совершенствования межотраслевых процессов, группируемых по организационным, сырьевым и технологическим признакам.
Различают три вида технологических процессов (ТП): единичный, типовой и групповой.
Единичный технологический процесс
(ЕТП) разрабатывается для изготовления или ремонта изделия одного наименования, типоразмера и исполнения независимо от типа производства. Разработка ЕТП включает следующие этапы.
1. Анализ исходных данных и выбор действующего аналога ЕТП.
2. Выбор исходной заготовки и метода ее получения.
3. Определение содержания операций, выбор технологических баз и составление технологического маршрута (последовательности) обработки.
4. Выбор технологического оборудования, оснастки, средств автоматизации и механизации технологического процесса. Уточнение последовательности выполнения переходов.
5. Назначение и расчет режимов выполнения операции, нормирование переходов и операций ТП, определение профессий и квалификации исполнителей, установление требований к технике безопасности.
6. Расчет точности, производительности и экономической эффективности ТП. Выбор оптимального процесса.
7. Оформление рабочей технологической документации. Необходимость каждого этапа, состава задач и последовательности решения устанавливается в зависимости от типа производства.
Типизация ТП позволяет устранить их многообразие с обоснованным сведением к ограниченному числу типов.
Типовой технологический процесс
(ТТП) характеризуется единством содержания и последовательности большинства технологических операций и переходов для групп изделий с общими конструктивными признаками.
Типизацию начинают с классификации изделий. Классом
называют совокупность деталей, характеризуемых общностью технологических задач. В пределах класса детали разбивают на группы, подгруппы и т. д. до типа. Практически к одному типу относят детали, для которых можно составить один технологический процесс.
ТПП разрабатывают с учетом последних достижений науки и техники, опыта передовых рабочих, что позволяет значительно сократить цикл подготовки производства и повысить производительность за счет применения более совершенных методов производства.
Групповой технологический процесс
(ГТП) предназначен для совместного изготовления или ремонта групп изделий с разными конструктивными, но общими технологическими признаками.
При группировании одна из наиболее сложных деталей принимается 3d комплексную. Эта деталь должна иметь все поверхности, встречающиеся у деталей данной группы. Они могут быть расположены в иной последовательности, чем у комплексной детали. При отсутствии такой детали в группе создается условная комплексная деталь. По этому технологическому процессу можно обрабатывать любую деталь группы без значительных отклонений от общей схемы.
Групповые технологические процессы используют для механической обработки деталей на универсальном оборудовании, для электромонтажных, сборочных и других операций, что делает целесообразным применение высокопроизводительных автоматов и полуавтоматов в мелкосерийном производстве.
По способу организации
технологические процессы делятся на периодические, непрерывные и комбинированные (полунепрерывные).
Периодические процессы
(например, выплавка стали, литье в форму и др.) проводятся па оборудовании, которое загружается исходными материалами через определенные промежутки времени; после их обработки полученный продукт выгружается. Основным недостатком таких процессов является то, что во время загрузки сырья и выгрузки продукта оборудование не работает (простаивает) или работает не в полную мощность. Это приводит к потерям рабочего времени и большим -затратам труда. Кроме того, непостоянство технологического режима в начале и конце процесса усложняет обслуживание, затрудняет автоматизацию и приводит к удлинению продолжительности производительного цикла. Все эти причины и побуждают заменять периодические процессы более рациональными с позиции способа организации,
Непрерывные процессы
(например, разливка стали, переработка нефти, производство цемента) осуществляются в аппаратах, где поступление сырья а выгрузка конечных продуктов производятся непрерывно. Однако все стадии процесса могут протекать одновременно как в различных частях аппарата (например, перегонка нефти в ректификационной колонне), так и в различных аппаратах, составляющих данную установку.
Комбишрованные процессы
являются сочетанием стадий периодических и непрерывных процессов (например, поточные линии механической обработки деталей, коксование угля, работа доменной печи или прокатного стана).
По сравнению с комбинированными н периодическими процессами непрерывные отличаются отсутствием простоев оборудования, перерывов в выпуске конечных продуктов, возможностью полной автоматизации и механизации, устойчивостью технологического режима и соответственно большей стабильностью качества готовой продукции. Например, слитки металлов и сплавов, изготовленные в установках непрерывной разливки, отличаются высоким качеством и отсутствием дефектов, характерных для слитков, полученных в изложницах (обычное литье). Большая компактность оборудования обеспечивает меньшие капитальные затраты и эксплуатационные расходы на ремонт и обслуживание, уменьшает потребность а рабочей силе, увеличивает производительность труда, позволяет полнее использовать отходящую теплоту. По
этим причинам основной тенденцией промышленного производства является замена периодических процессов непрерывными.
Сейчас периодические процессы сохраняют свое значение в производствах относительно небольшого масштаба (в том числе опытных) с разнообразным ассортиментом продукции. Там применение указанных процессов позволяет достичь большой гибкости в использовании оборудования при меньших затратах.
По кратности обработки сырья
различают процессы: с разомкнутой
(открытой) схемой, в которой сырье или материал подвергается однократной обработке; с замкнутой
(круговой, циркуляционной или циклической) схемой, в которой сырье или вспомогательные материалы неоднократно возвращаются в начальную стадию процесса для повторной обработки, а иногда и регенерации (восстановление потерянных свойств); комбинированные
(со смешанной схемой).
Примером процесса с разомкнутой (открытой) схемой является конвертерный способ получения стали. Примером процесса с замкнутой схемой может служить циркуляция специальной жидкой смеси для охлаждения резца токарного станка при скоростной механической обработке металлов резанием. В такой замкнутой схеме охлаждающая жидкость постоянно циркулирует между бачком, резцом, сборником для жидкости и насосом для ее перекачивания в бачок. Другим примером процесса с замкнутым циклом может быть химическая переработка нефтяных фракций, где для непрерывного восстановления активности катализатора последний постоянно циркулирует между реакционной зоной крекинга и прокаленной печью для выжигания углерода с его поверхности.
Процессы с замкнутой схемой более компактны, чем процессы с разомкнутой схемой, требуют по сравнению с ними меньшего расхода сырья, вспомогательных материалов и энергии на транспортировку реагентов. Циклические (с замкнутой схемой) процессы широко используются во многих производствах для многократного или частичного возвращения тепловых или материальных потоков в начальную стадию процесса. Это позволяет рационально и экономно расходовать энергию, сырье, материалы и водные ресурсы, получать продукцию высокого качества. Наиболее совершенные технологические процессы - процессы с замкнутой схемой - являются основой создания безотходных, энергосберегающих производств.
В промышленности часто применяют комбинированные процессы (со смешанной схемой), являющиеся сочетанием процессов с открытой и закрытой схемой (например, производство серной кислоты нитрозным способом). В таких процессах одни промежуточные продукты ('оксиды серы) обрабатываются по открытой схеме, проходя последовательно ряд аппаратов, а другие (оксиды азота) - циркулируют по замкнутой схеме.
По отношению к ресурсам
выделяют наукоемкие, капиталоемкие, энергоемкие, энергосберегающие, безотходные, малооперационные технологические процессы.
По уровню автоматизации
различают ручные, механизированные, автоматизированные, автоматические, безлюдные технологические процессы.
1.3. Пути и закономерности развития технологических процессов
Исходя из структуры технологического процесса, можно выделить два направления его совершенствования - совершенствование вспомогательных ходов и совершенствование рабочих ходов. Одновременное совершенствование вспомогательных и рабочих ходов можно представить как совокупность действий по этим двум направлениям, поэтому для элементарного технологического процесса такое деление на два направления представляется вполне обоснованным.
Совершенствование вспомогательных ходов, связанное с движением исполнительных механизмов, может осуществляться по следующей схеме. Действия человека можно заменять действиями механизмов, затем осуществляется переход к комплексной механизации, которую в свою очередь сменяет автоматизация вспомогательных ходов. Одновременно с этим происходит замена оборудования на более производительное, ускоряются движения исполнительных механизмов. Практически любое кинематическое движение можно реализовать с помощью различных механизмов, автоматизация этих движений не представляет собой технической трудности. Ограничения могут возникать по экономическим соображениям, требованиям надежности или целесообразности.
Механизация и автоматизация, ускорение движения исполнительных механизмов приводят к сокращению промежутков между рабочими ходами и обеспечивают заметный рост производительности живого труда. Но при этом сущность рабочего хода, а следовательно, и самого технологического, процесса не меняется. Отсутствие изменения сущности технологического процесса при совершенствовании вспомогательных ходов позволяет определить этот путь развития как эволюционный.
Характерной особенностью такого пути развития можно считать достаточную очевидность мероприятий по его реализации, так как в каждом конкретном случае можно наметить пути совершенствования конкретных вспомогательных ходов, реализация поставленных задач вполне прогнозируема. Абсолютно другой принцип развития технологических процессов реализуется при совершенствовании рабочего хода. При таком направлении развития возможны самые разнообразные технические решения, используюшие достижения различных областей знаний, реализующие новые и нетрадиционные способы, отличающиеся от известных технологических решений. Речь идет именно о коренном,революционном
изменении сущности рабочего хода. Например, выполнение отверстий сложного поперечного сечения в металлических заготовках медно-графитовым инструментом, работающим на электрофизическом принципе, вместо обычной обработки резанием с помощью фрезы или образивного инструмента.
В большинстве случаев результат таких изменений не всегда точно можно предсказать, или он ясен, но техническое осуществление замысла сопряжено с большими трудностями, эти изменения не могут быть выполнены по указанию, приказу или желанию в строго установленные сроки. Для таких революционных изменений должны созреть условия, должны быть накоплены определенные научные и технические знания. Например, несмотря на то что процесс разделения смеси газов неоднократно совершенствовался, существенно расширить использование этого процесса оказалось возможным только с помощью применения лазерного излучения. Именно совершенствование рабочего хода позволяет охарактеризовать данный путь развития как революционный. Непредсказуемость результатов при совершенствовании технологических процессов подобным образом, наличие нетрадиционных технических решений позволяют говорить об эвристическом
характере реализации такого типа решений.
Группа технических решений эволюционного типа
характеризуется следующими свойствами:
1. Внедрение механизации и автоматизации обязательно связано с увеличением вооруженности рабочего и, следовательно, с ростом прошлого труда в единице продукта.
2. Внедрение эволюционных технических решений уменьшает количество затраченного живого труда в единице продукта и в большинстве случаев вызывает повышение его производительности.
3. Эффективность технических решений эволюционного типа падает по мере роста производительности труда. Снижение эффективности обусловлено тем, что по мере усложнения технологического оборудования его модернизация требует еще большего усложнения, а следовательно, больших затрат.
Группа технических решений революционного типа
характеризуется следующими свойствами:
1 Технические решения революционного типа более эффективны, чем эволюционного того же назначения.
2. Уменьшение суммарных затрат труда при революционных решениях может осуществляться в результате уменьшения как живого, так и прошлого труда на единицу продукта.
Следует пояснить, что большая эффективность решений революционного типа по отношению к техническим решениям эволюционного типа есть некое абсолютное свойство всех решений такого типа. Так как реализация революционных решений требует дополнительных исследований, смены технологии и основного технологического оборудования, других затрат, то их внедрение становится реальным только при реализации указашшх условий. В противном случае развитие будет идти по эволюционному пути.
Как уже отмечалось, развитие технологического процесса - это именно то изменение, при котором происходит повышение производительности труда, затрачиваемого внутреннего процесса на создание продукции. Поэтому дли выявления вариантов развития технологических процессов необходимо знать возможный характер изменения абсолютных величин живого и прошлого труда в единице продукции с ростом производительности труда.
Рост производительности труда возможен только при уменьшении величины живого труда по мере развития технологического процесса. Технически возможен вариант развития в результате уменьшения суммарного труда при увеличении живого и уменьшении прошлого труда. Характер подобных решений не совпадает с общим направлением развития техники. Возможные варианты изменения в соотношении живого и прошлого труда, вызывающие повышение производительности труда, распределяются на две группы. В одной группе прирост производительности совокупного труда осуществляется вследствие увеличения прошлого труда при снижении живого. В этом случае производительность совокупного труда растет только до достижения определенного соотношения живого и прошлого труда, а после достижения этого соотношения прекращается, т.е. развитие носит ограниченный характер. При приросте производительности совокупного труда за счет снижения прошлого труда при одновременном снижении живого - развитие неограниченное, так как рост производительности труда совокупного не прекращается.
Отмеченные ранее свойства технических решений эволюционного и революционного путей развития позволяют оценить варианты динамики живого и прошлого труда и определить соответствующие им типы этих решений.
Рост производительности труда, который осуществляется при снижении как прошлого, так и живого труда, не может быть реализован эволюционными техническими решениями, потому что при них предполагается рост прошлого труда. Очевидно, что этот вариант динамики может быть реализован только при революционном пути развития технологических процессов. Рост производительности труда, который появляется при повышении прошлого труда и снижении живого, реализуется исключительно при эволюционном пути развития технологических процессов. Кроме этих граничных случаев, возможны варианты попеременного чередования использования технических решений эволюционного и революционного типа по мере развития технологического процесса. В таком случае при преобладании эволюционных решений появится рост суммарных затрат, а при преобладании революционных решений реализуется неуклонное снижение затрат совокупного труда, т, е. выход на неограниченное развитие технологического процесса.
Таким образом, можно сделать вывод, что все варианты динамики живого и прошлого труда по характеру изменения совокупного труда и типа их технического обеспечения можно распределить на три группы:
1) обеспечивающиеся техническими решениями эволюционного типа-,
2) обеспечивающиеся техническими решениями революционного типа;
3) обеспечивающиеся техническими решениями эволюционного и революционного типов, применение которых осуществляется поочередно.
Физический смысл вариантов динамик, которые вытекают из природы технологического процесса, а также сущность технического обеспечения :лгих вариантов позволяют определить объективные пути технического развития технологических процессов. Эволюционным
называется путь развития технологических процессов, в котором прирост производительности совокупного труда происходит при увеличении затрат прошлого труда за счет механизации и автоматизации вспомогательных ходов и переходов технологических процессов. Революционным
называется, путь технического развития технологических процессов, в котором прирост производительности совокупного труда происходит при снижении -затрат прошлого труда за счет замены технологических процессов (их рабочего хода).
1.4. Технологические основы стандартизации и обеспечения качества продукции
Большую роль в повышении качества сырья, материалов и готовой продукции играет стандартизация. Стандартизация - это деятельность, направленная на достижение оптимальной степени упорядочения в определенной области посредством установления положений для всеобщего и многократного использования в отношении реально существующих или потенциальных задач.
Основные результаты деятельности стандартизации - это повышение степени соответствия продукта (услуги), процессов их функциональному назначению, устранение технических барьеров в международном товарообмене, содействие научно-техническому прогрессу и сотрудничеству в различных областях.
Стандартизация осуществляется в целях обеспечения:
 безопасности продукции, работ и услуг для окружающей среды, жизни, здоровья и имущества; безопасности продукции, работ и услуг для окружающей среды, жизни, здоровья и имущества;
технической и информационной совместимости, а также взаи-
мозаменяемости продукции;
 качества продукции, работ и услуг в соответствии с уровнем развития науки, техники и технологии; единства измерений; экономии всех видов ресурсов; качества продукции, работ и услуг в соответствии с уровнем развития науки, техники и технологии; единства измерений; экономии всех видов ресурсов;
безопасности хозяйственных объектов с учетом риска возникновения природных и техногенных катастроф и других чрезвычайных ситуаций; обороноспособности и мобилизационной готовности страны;
выполнения законодательства Республики Беларусь методами и средствами стандартизации.
Основные принципы стандартизации:
взаимное стремление всех заинтересованных сторон, разрабатывающих, изготавливающих и потребляющих продукцию, к достижению общего согласия с учетом мнения каждой из сторон по управлению многообразием продукции, ее качеству, экономичности, применимости, совместимости и взаимозаменяемости, ее безопасности для жизни, здоровья людей и имущества, охране окружающей среды и другим вопросам, представляющим взаимный интерес;
программно-целевое планирование работ по стандартизации; техническая, экономическая, социальная обоснованность разработки нормативных документов по стандартизации;
преемственность при применении нормативных документов по стандартизации;
комплексность стандартизации взаимосвязанных объектов, включая метрологическое обеспечение, путем согласования требований к этим объектам, к средствам измерений и увязкой сроков введения в действие нормативных документов по стандартизации;
гармонизация нормативных документов по стандартизации с международными, региональными и национальными стандартами государств; соответствие требований нормативных документов по стандартизации современным достижениям науки, техники, передового опытa, а также законодательным актам, нормам и правилам органов; выполняющих функции государственного надзора;
взаимосвязь и согласованность нормативных документов по стандартизации
всех уровней;
открытость информации о действующих нормативных документах по стандартизации,
утверждение стандартов на основе достижения согласия всеми заинтересованными сторонами;
пригодность нормативных документов по стандартизации для их применения в целях сертификации.
Объект стандартизации -
это продукция, процесс или услуга, для которых разрабатывают те или иные требования, характеристики параметры, правила и т. п. объекта в целом или отдельных его составляющих (характеристик). Стандартизация осуществляется посредствам создания нормативных документов. Международная организация по стандартизации (ИСО) рекомендует следующие виды нормативных документов: стандарты, документы технических условий, своды правил, регламенты (технические регламенты), положения.
Стандарт -
это нормативный документ, разработанный на основе консенсуса, утвержденный признанным органом, направленный па достижение оптимальной степени упорядочения в определенной области. В нем устанавливаются для всеобщего и многократного использования общие принципы, правила, характеристики, касающиеся раз личных, видов деятельности или их результатов. Документ технических условий устанавливает технические требования к продукции, луге, процессу. Обычно в документе технических условий должны быть указаны методы и процедуры, которые необходимо использовать для проверки соблюдения требований данного нормативного документа в таких ситуациях, когда это необходимо.
Стандарт как основной вид нормативного документа имеет следующие разновидности: основополагающий стандарт, терминологический стандарт, стандарт на методы испытаний, стандарт на продукцию, стандарт на процесс, стандарт на услугу, стандарт на совместимость.
Выделяют следующие уровни стандартизации: международный; региональный; национальный; административно-территориальный.
Применяемые нормативные документы в системе стандартизации Республики Беларусь: Государственные стандарты Республики Беларусь (СТБ); Международные стандарты (ИСО); Региональные стандарты (EN - стандарты европейской организации по стандартизации); Руководящий документ отрасли (РД); Стандарты предприятий (CTII); Технические условия (ТУ); Техническое описание (ТО).
Стандарты устанавливаются на продукцию серийного и массового производства, для определения единообразных понятий, технических терминов, обозначений величин и общетехнических требований.
Стандарты на продукцию серийного и массового производства содержат полную техническую характеристику стандартизируемой продукции. Они предусматривают типы, виды, марки, формы, размеры изделий и материалов, которые должны выпускаться по определенным группам продукции с учетом качественных показателей и норм (физикомеханические свойства, химический состав, степень чистоты материалов, внешний вид и т. п.). Одновременно предусматриваются правила приемки и методы испытаний, необходимые для проверки с определѐнной точностью установленных норм, требований и характеристик. Сегодня стандартизированы требования к организационным системам предприятий, направленным на обеспечение качества продукции, созданы системы управления качеством продукции на предприятии, стандартизированы принципы, методы и подходы в этом направлении.
Применение стандартов обеспечивает взаимозаменяемость отдельных деталей и целых узлов машин и механизмов, позволяет лучше использовать сырье, материалы, топливо и энергию, способствует специализации производства, внедрению повой техники. Снижаются затраты на внедрение в производство стандартных технологических процессов и методов, используемых при проектировании и изготовлении продукции. Особое место занимает унификация. Унификация - это выбор оптимального числа размеров или видов продукции, процессов или услуг (основана на рациональном сокращении излишнего многообразия типов, типоразмеров изделий, их частей, материалов, методов испытаний и т. п.). Применение стандартных деталей и сборочных единиц позволяет создавать изделия по агрегатному и модульному принципу,
Современный уровень развития технологических процессов позволяет значительно повысить предъявляемые требования к качеству производимой продукции. По мере развития научно-технического прогресса оно все больше зависит от уровня технологии и определяется такими факторами, как механизация и автоматизация технологических процессов, их непрерывность, качество исходных материалов, энерговооруженность труда, научная организация труда, общая культура производства, требования техники безопасности и охраны труда на производстве.
Качество -
это совокупность характеристик объекта, относящихся к его способности удовлетворять установленные и предполагаемые требования. Качество продукции является формой выражения ее потре-: бителыюй стоимости (полезного свойства) в расчете на единицу, физического объема (один технический комплекс, тонна материалов, погонный метр труб и т. д.). При этом качество определяется не только объективными свойствами продукта, но и его эстетическими свон-ствами по оценке потребителя. В основном оно складывается из, технического уровня изделия
(степени совершенства его конструкции, технологии и применяемых материалов) и качества изготовления,) Технический уровень продукции - многоплановое понятие, которое нельзя оценить по одному, пусть даже важному, показателю.
Факторы, обусловливающие качество продукции, можно разделить на четыре группы: технические, организационные, экономические и социальные. К техническим факторам относятся: вид изготавливаемой продукции и серийность ее производства; состояния технической документации; качество технологического оборудования оснастки, инструмента; состояние испытательного оборудования:) качество средств измерения и контроля; качество исходных материалов, сырья, комплектующих изделий. Укрупненно факторы, влияющие на качество продукции, могут быть представлены тремя блоками: качество производимой продукции зависит от внутренних; (внутрифирменных) обстоятельств (дисциплина, оборудование, технология, метрологическое обеспечение, испытательная 6aза, технический контроль, организационная структура, система), человеческого фактора (квалификация, опыт, профессионализм, поощрения, активность и инициатива, обмен передовым опытом) и внешних условий (требования рынка, уровень конструкторск разработок, ритмичность поставок от смежников, качество поста ляемых сырья, материалов, комплектующих изделий).
Для оценки качества продукции в зависимости от характера решаемых задач используются показатели качества, которые можно классифицировать по различным признакам (табл. 1),
Помимо приведенных в табл. 1 основных признаков классификации и групп показателей качества, используются и такие, как однородность характеризуемых свойств (функциональные, ресурсосберегающие, природоохранные) и форма предоставления характеризуемых свойств (абсолютные, относительные, удельные).
Таблица 1 – Классификация показателей качества продукции
| Признак классификации показателей
|
Группы показателей качества продукции
|
| По количеству характеризуемых свойств
|
Единичные
|
| Комплексные
|
| Интегральные
|
| По характеризуемым свойствам
|
Назначения
|

Для оценки качества продукции наибольшее значение имеют показатели, характеризующие ее свойства. Кроме того, качество оценивается совокупностью какихлибо свойств или характеристик.
Показатели назначения характеризуют свойства продукции, определяющие основные функции, для выполнения которых она предназначена, и обусловливают область ее применения. Они подразделяются на показатели функциональной и технической эффективности
(производительность станка, прочность ткани); конструктивные (габаритные размеры, коэффициенты сборности и взаимозаменяемости! показатели состава и структуры
{процентное содержание серы в кои се, концентрация примеси в кислотах).
Показатели надежности
характеризуют свойства безотказности, долговечности, ремонтопригодности и сохраняемости.
Безотказность
показывает свойство изделия непрерывно coxpaнять работоспособность в течение некоторого времени или некото! рой наработки, выражающееся в вероятности безотказной работы! средней наработке до отказа, интенсивности отказов.
Ремонтопригодность -
это свойство изделия, заключающееся в при снособленности его к предупреждению и обнаружению причин возникновения отказов, повреждений и устранению их последствий пд тем проведения ремонтов и технического обслуживания. Единичным, показателями ремонтопригодности являются вероятность восстановления работоспособного состояния, среднее время восстановлений Восетановляемость изделия характеризуется средним временем восстановления заданного значения показателя качества и уровнем восстановления.
Сохраняемость -
свойство продукции сохранять исправное и работоспособное, пригодное к потреблению состояние в течение и посла хранения и транспортирования. Единичными показателями сохраняемости могут быть средний срок сохраняемости и назначенный хранения.
Долговечность -
свойство изделия сохранять работоспособное до наступления предельного состояния при установленной систем технического обслуживания и ремонтов. Единичными показателя долговечности являются средний ресурс, средний срок службы.
Понятие «ресурс» применяется при характеристике долговечноти по наработке изделия, а «срок службы» - при характеристик долговечности по Календарному времени.
Эргономические показатели,
характеризующие систему «человек изделие - среда использования» и учитывающие комплекс гигиенических, антропометрических, физиологических, психологических свойств человека, делятся на следующие группы:
гигиенические
(освещенность, температура, излучение, вибрация, шум); антропометрические
(соответствие конструкции изделия размера и форме тела
человека, соответствие распределению веса человека); физиологические
(соответствие конструкции изделия силовым и скоростным
возможностям человека); психологические
(соответствие изделия возможностям восприятия и переработки
информации).
Показатели экономичности
определяют совершенство изделия по уровню затрат материальных, топливно-энергетических и трудовых ресурсов на его производство и эксплуатацию (потребление). Это, в первую очередь, себестоимость, цена покупки и цена потребления, рентабельность и т. д.
Эстетические показатели
характеризуют информационно-художественную выразительность изделия (оригинальность, стилевое соответствие, соответствие моде), рациональность формы (соответствие формы назначению, конструктивному решению, особенностям технологии изготовления и применяемым материалам), целостность композиции (пластичность, упорядоченность графических изобразительных элементов).
Показатели технологичности
имеют отношение к таким свойствам конструкции изделия, которые определяют его приспособленность к достижению оптимальных -затрат при производстве, эксплуатации, восстановлении заданных значений показателей качества. Они являются определяющими для показателей экономичности. Единичные показатели технологичности - удельная трудоемкость, материалоемкость, энергоемкость изготовления и эксплуатации изделия, длительность цикла технического обслуживания и ремонтов и др.
Показатели стандартизации и унификации
характеризуют насыщенность изделия стандартными, унифицированными и оригинальными составными частями, каковыми являются входящие в него детали, узлы, агрегаты, комплекты и комплексы. К данной группе относятся: коэффициент применяемости, коэффициент повторяемости, коэффициент унификации изделия или группы изделий.
Патентно-правовые показатели
характеризуют степень патентной защиты, патентной чистоты технических решений, использованных в изделии, определяющей ее конкурентоспособность на внутреннем и внешнем рынке.
Экологические показатели
определяют уровень вредных воздействий на окружающую среду в процессе эксплуатации или потребления изделия. К ним относятся: содержание вредных примесей, выбрасываемых в окружающую среду; вероятность выброса вредных частиц, газов и излучений, уровень которых не должен превышать предельно допустимой концентрации.
Показатели безопасности характеризуют особенности продукци.. обусловливающие при се испольчовании безопасность человека (об служивающего персонала) и других объектов. Они должны отража требования к мерам и средствам защиты человека в условиях аварий ной ситуации, не санкционированной и не предусмотренной правила ми эксплуатации в зоне возможной опасности.
Показатель, по которому принимается решение оценивать кач ство продукции, называется определяющим.
Свойства, учитываемы определяющим показателем, могут характеризоваться единичными (или) комплексными (обобщающими) показателями качества.
Обобиузющие показатели
являются средней ветчиной, учигывающе количественные оценки основных средств продукции и их коэффициенте весомости.
Оптимальным значением показателя качества продукции
являете, такое, при котором достигается наибольший полезный эффект
от эксп луатации (потребления) продукции при заданных затратах на ее со) здание и эксплуатацию (потребление).
Рассмотренные выше показатели качества могут быть испольчо ваны В основном
для оценки продукции производственного назнач. ния. Им аналогичны показатели качества предметов потребления однако они должны учитывать специфику назначения и использова ния этих предметов. Например, для оценки качества домашних эпек трических холодильников используются следующие показатели: фун кциональные (объем холодильной и морозильной камер, номиналь ная температура последней); эстетические и эргономические (внешни вид - дизайн, форма, удобство пользования камерами, дверцами)) экономичности (удельное потребление энергии и единицу массы продукта, средние межремонтные сроки, средние потери от производимых ремонтов).
При оценки отечественных товаров для населения применяются такие показатели, как сорт (пищевые продукты, продукция легкой промышлепности), группа сложности (бытовая радиоаппаратура), марка (цемент, кирпич), категория качества (видеокассеты).
Мировой опыт управления качеством был сконцентрирован в пакете международных стандартов ИСО 9000-9004, принятых Международной организацией по стандартизации (ИСО) в марте 1987 г. В стандартах был воплощен опыт конкурентоспособных ча! рубежных фирм, что качественный товар, соответствующий зап сам покупателей, может быть изготовлен лишь с учетом комплекснего исследования рынка, в виде «петли качества», которая начинается с маркетинга и заканчивается маркетингом. Система обеспечения качества складывается из действий, которые распространяются на все стадии «петли качества». Организационная структура системы управления качеством включается в общий процесс управления деятельностью фирмы.
Модель «петли качества» включает следующие элементы:
1. Маркетинг. Поиск и изучение рынка.
2. Проектирование и разработка технических требований к продукции.
3. Материально-техническое снабжение.
4. Подготовка и разработка производственных процессов, 5. Производство продукции.
6. Контроль и испытания.
7. Упаковка и хранение.
8. Реализация и распределение.
9. Монтаж и эксплуатация.
10. Техническая помощь в обслуживании,
11 Утилизация после использования.
1.5. Техническая подготовка производства
Важнейшей составляющей непрерывного совершенствования средств и предметов труда является техническая подготовка производства. Она включает всю совокупность мероприятий по созданию новых и совершенствованию уже выпускаемых изделий, внедрению новых технологических процессов и оснащению производства современным инструментом и оборудованием.
Техническая подготовка включает в себя в самом общем виде следующее:
1} проектирование новых и совершенствование ранее освоенных ввдов продукции и обеспечение изготовителей всей необходимой документацией по этой продукции;
2) проектирование новых и совершенствование уже освоенных технологических процессов;
3) опытную проверку и внедрение новых усовершенствованных технологических процессов непосредственно в цеховых условиях, на рабочих местах;
4) проектирование и изготовление технологической оснастки, включающей приспособления, все виды рабочего и измерительного инструмента, модели, штампы и пресс-формы;
5) разработку технически обоснованных норм и нормативов для определения трудоемкости и материалоемкости продукции, потребности в оборудовании, оснастке, производственных и вспомогательных площадях, технологическом топливе, энергии, расчеты по опре делению самой потребности в указанных ресурсах;
6) проектирование и изготовление нестандартного оборудования разработку планов приобретения недостающего и модернизацию име юшегося оборудования;
7) размещение и рациональную расстановку оборудования по про изводствеиным подразделениям;
8) подготовку кадров исполнителей по новым профессиям,
9) организационную перестройку отдельных производственных подразделений, разработку и внедрение новых систем планировани и управления ходом производственного процесса.
Все указанные виды работ ввиду их сложности и огромного объем не могут быть выполнены только силами самого промышленног предприятия. Этими работами занимаются различные организаци научно-исследовательские и проектные институты, конструкторски, и технологические бюро (центры), лаборатории вузов и т. п. Разрабо тайная организациями техническая документация поступает н предприятия, где дальнейшая работа проводится отделами главное конструктора, главного технолога и металлурга и другими подраз делениями предприятия, являющимися основными исполнителям технической подготовки производства.
Техническая подготовка производства (ТПП) в наиболее полно, виде подразделяется на четыре стадии. Первая стадия
- исследователь екая подготовка - включает в себя проведение фундаментальных . прикладных. НИР, изучение перспектив развития производства и раз, работку основных путей его совершенствования. Вторая стадия -
кож структорская подготовка - охватывает весь круг вопросов, связанных с собственно проектированием новых видов продукции. Третья стадия -
технологическая подготовка - представляет собой весь комплекс работ, направленных на разработку и внедрение технологических процессов. Четвертая стадия -
организационная и материальная подготовка. Ее отдельные элементы присутствуют в других стадия^ технической подготовки.
Конструкторская подготовка
производства проводится в несколько этапов. Первый этап - разработка технического задан
(ТЗ) - осуществляется либо организациейзаказчиком, либо ор низацией-разработчиком. В задании устанавливается целевое . значение, основные техник о-эксплуатационные характеристики р рабатываемого изделия. Во всех случаях ТЗ согласовывается ме всеми заинтересованными сторонами (заказчик, разработчик, изготовитель).
Второй этап - разработка технического предложения
(ТП). На основе анализа ТЗ организацией-разработчиком определяется наиболее вероятный вариант решения поставленной задачи и производится уточнение как целевого назначения нового вида продукции, так и основных его характеристик и условий использования; проводится начальное технико-экономическое обоснование целесообразности дальнейшей разработки технической документации.
Третий этап - эскизное проектирование.
На этом этапе обосновывается техническая возможность осуществления требований, сформулированных в ТЗ и ТП, и выбор наилучшего принципиального варианта решения поставленной задачи. Документация включает чертежи, ориентировочные расчеты технико-эксплуатационных характеристик изделия, себестоимости его изготовления и эксплуатационных расходов, ожидаемого экономического эффекта.
Четвертый этап - техническое проектирование.
Пятый этап - рабочее проектирование.
Завершающий этап, на котором разрабатывается вся необходимая окончательная документация на изделие.
Технологическая подготовка производства разбивается на четыре основных этапа. Первый этап - технологический контроль
чертежей (нормоконтроль). При контроле проверяется разработанная конструкция на технологичность. Осуществляется технологами как на этапе рабочего и даже технического проектирования, так и при выполнении опытных работ. Второй этап -- проектирование технологических процессов.
Третий этап - проектирование и изготовление спецоснастки и нестандартного оборудования.
Это самый дорогой и трудоемкий этап, затраты на который достигают 70 % от всех затрат на технологическую подготовку. Четвертый этап - отладка и внедрение
разработанных техпроцессов.
Экономические расчеты на стадии технологической подготовки производства направлены на определение такого варианта технологического процесса, который требует для своей реализации минимума затрат при обеспечении неуклонного соблюдения всех технических требований и условий, указанных в конструкторской документации. поскольку уровень развития технологии позволяет изготавливать одну и ту же продукцию рядом различных методов, то технолог, проектируя технологический процесс, каждый раз с той или иной степенью достоверности решает задачу определения самого оптимального, фективного варианта.
Наиболее важным критерием оптимальности техпроцесса может быть экономия как живого, так и овеществленного труда, затраченного на изготовление данного изделия, которая отражается в снижении себестоимости. Для определения экономически эффективного вариаита техпроцесса приходится вести разработку нескольких варм антов и затем, рассчитав затраты, выбрать из них наиболее целесообразный.
1.6. Технологический прогресс – основа развития современного общества
В условиях рынка конкуренция вынуждает предприятия испол .юватъ последние научно-технические достижения в процессе произ водства продукции, планомерно и систематически заниматься инновационной деятельностью. Это способствует наращиванию выпуск конкурентоспособных изделий на основе наукоемких, ресурсосберегающих и экологически безопасных технологических процессов. Роль технологии служит определяющим фактором повышения качеств выпускаемых изделий в достижении максимальных размеров прибыли. А так как каждое предприятие отвечает за результаты своей деятельности своим капиталом, то является очевидным его стремление участвовать в процессе технологического развития как самого себя, так и общества в целом.
Технологическое развитие производства основано на научно-тeхническом прогрессе. Научно-технический прогресс (НТП) - это coвершснствование материальнотехнической базы производственного процесса, продуктов производства на основе создания и освоения результатов научных исследований и разработок в целях лучшегс удовлетворения общественных потребностей, экономии рабочег времени и всестороннего развития личности работников. Это основа научно-производственного прогресса, включающего совершенствование производства в целом, в том числе работника как главной производственной силы, форм и методов управления, а также хозяйственного механизма.
НТП в своем историческом развитии выступает в двух формах эволюционной и революционной. Если эволюционная форма предполагает постепенное развитие и изменение техники, то революционная - качественный скачок, переход к новому типу средств труда базирующийся на принципиально новых открытиях науки. Революционная форма НТП - это научно-техническая революция (НТР), которая обусловлена общественными потребностями и уровнем развития производительных сил крупного машинного производства. Одной из разновидностей качественных скачков в ходе последовательно сменяющих друг друга этапов НТР является технологическая революция.
Технологическая революция -
это качественный скачок в развитии технологических процессов сбора, переработки, преобразования и передачи информации, энергии и вещества, базирующийся на освоении новых структурных уровней организации материи, форм ее движения. Технологическая революция - основа современного этапа НТР - связана с переходом от преимущественно механической обработки предметов труда к комплексному использованию многообразных сложных форм движения материи, особенно физических, химических и биологических процессов. Технология определяет не только порядок выполнения операций, но и выбор предметов труда, средств воздействия на них, оснащение производства оборудованием, инструментом, средствами контроля, способы сочетания личностного и вещественных элементов производства во времени и пространстве, содержание труда, отношения производства с окружающей средой.
Поэтому освоение принципиально новых технологий - одновременно и следствие, и предпосылка эффективного использования новых средств и предметов труда. Вопервых, речь идет о переходе от дискретных (прерывных) многооперационных процессов, которые могут развиваться лишь по линии все большего дробления операций, а следовательно, увеличения их монотонности, непривлекательности, к малооперационным и непрерывным процессам. Так, в машиностроении развитие технологии связывается не только и не столько с ростом мощностей и рабочих скоростей, сколько с переходом к обрабатывающим центрам и агрегатным станкам, где несколько исполнительных органов объединены для одновременного выполнения ряда основных операций но заданной программе при сокращении числа вспомогательных и транспортных операций. В легкой промышленности изготовление изделий из нетканых материалов включает всего несколько операций вместо 300-400 по традиционной технологии, (выращивание волокна, его очистка, прядение, ткачество, отделка, пошив).
Во-вторых, механическая обработка предметов труда уступа место непрерывным физико-химическим и биологическим процесса добыча полезных ископаемых на основе биотехнологии; нибрацион ная и ультразвуковая обработка; бездоменная и порошковая метал лургия; безверетенное прядение, бесчелночное ткачество; получена готовых изделий методами точной пластической деформации, прокат кой, прессованием, волочением, выдавливанием, штамповкой; примене ние прогрессивных способов литья заготовок (непрерывное, по выплавляемым моделям, центробежное, электрошлаковое).
В-третьих, начинается переход к замкнутым технологическим схемам с полной переработкой полупродуктов (безотходная технология).
В-четвертых, в технологических процессах все чаще использу. ются экстремальные, не встречающиеся в природе околоземного про странства условия: сверхнизкие и сверхвысокие температуры и дав пения, глубокий вакуум, электромагнитные поля большой мощное ти, импульсно-взрывные методы, электроимпульсные разряды, ядерные излучения. Плазменная технология используется для получения новых материалов, изменения их состава и свойств; новые способы упрочнения материалов (поверхностная пластическая деформация, плазменное напыление, наплавление твердых порошковых сплавов) радиационная обработка - для модификации полимеров в кабеля) и электроизоляции.
В-пятых, новые технологические процессы, как правило, связан с использованием электроэнергии не только как двигательной силц но и для непосредственной обработки предмета труда - электрохимической, электрофизической (лазерная, электроискровая, электроим пульсная, электроконтактная), токами высокой частоты, использованнем электронных пучков высокой энергии для повышения термопрочности материалов, покраски без растворителей, мгновенной полиме ризации, дезинфекции сточных вод и т.
д. Лазерная технология используется для сварки, резки, термообработки, упрочнения деталей прошивки отверстий, бесконтактного контроля и т. д.
В-шестых, для новейшей технологии характерна большая универсальность, связанная с переходом от многообразных машин с под вижпыми механическими органами к унифицированным аппаратам, к использованию электричества в качестве универсального посреднику при обработке материалов.
В-седьмых, новые технологические процессы зачастую носят межотраслевой характер. Так, и в металлургии, и в машиностроениииспользуются: пластическая деформация, жидкая штамповка, прокатка шестерен, осей, валов, шаров, втулок, роликов, колес, сверл, винтов; ультразвуковые колебания и лазеры нашли широкое применение в медицине и промышленности, при создании научных приборов и устройств.
Принципиальная особенность стратегии научно-технического развития - выделение приоритетных направлений НТП. Приоритетные направления, ускоренное развитие которых является определяющим фактором интенсификации экономики и достижения наивысшего уровня научно-технического развития на современном этапе, следующие:
1) Электронизация
народного хозяйства позволит обеспечить все сферы производства наиболее передовыми средствами вычислительной техники. В результате электронизации резко повышается производительность труда, происходит экономия ресурсов, материалов и энергии, ускорение научно-технического прогресса в народном хозяйстве, резкое сокращение сроков научных исследований, качественная перестройка непроизводственной сферы. Электронизация народного хозяйства включает: создание средств вычислительной техники с развитым программным обеспечением для широкого насыщения отраслей народного хозяйства, научно-исследовательских и конструкторских организаций, компьютеризации сферы образования и быта; расширение использования сети Internet в производственных целях; создание широкой гаммы разнообразных приборов, датчиков, контрольно-измерительных средств на основе передовых достижений микроэлектроники для неразрушающего контроля деталей машин и строительных конструкций, измерение состава и структуры материалов, ускоренного проведения научных исследований, позволяющих повысить эффективность производства, надежность и качество продукции.
2) Широкомасштабная комплексная автоматизация отраслей народного хозяйства -
применение систем автоматизированного проектирования (САПР), автоматизированных систем управления технологической подготовкой производства (АСУ ТПП), автоматизированных систем управления производством (АСУП), автоматизированных систем управления технологическими процессами (АСУ ТП), интегрированных автоматизированных систем управления (ИАСУ). Внедрение таких систем позволило сократить затрать на проектирование и изготовление деталей, повысить качество планирования, учета, контроля и организации производства, сократить сроки его технологической подготовки; применение быстро перестраиваемых и гибких производственных систем, а также организация полностью автоматизированных цехов и заводов; промышленных роботов и манипуляторов с целью ликвидации ручного труда, и в первую очередь мало квалифицированного; сочетание гибких производственных систем с системами машинной научно-технической и организационной подготовки производства позволит создавать гибкие автоматизированный производства.
3) Развитие энергетики.
Главная цель ускоренного развития энергетики - глубокая качественная перестройка энергетических хозяйств, повышение эффективности и надежности энергоснабжения, сокращение использования органического топлива, вовлечение в экснлуатацию нетрадиционных источников энергии, охрана окружающей cpeды и рациональное использование энергии.
4) Применение в народном хозяйстве принципиальна новых видов материалое, обладающих различными ценными свойствами, а также создание промышленных технологий их производства и обработки:
создание промышленного производства новых высокопрочных, коррозионно-стойких и жаропрочных композиционных и керамических материалов; применение новых пластических масс, способных заменит металлы и сплавы и улучшить качество и долговечность машин; создание новых материалов из черных и цветных металлов с использованием методов порошковой металлургии; применение прогрессивных электронно-лучевых технологий; ускорение развития биотехнологий.
Раздел 2
ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ
Химическая промышленность объединяет производства, в которых преобладают химические методы получения и переработки сырья и материалов. В химической отрасли промышленности основу производственных процессов составляют химические реакции, при которых происходят глубокие качественные изменении внутреннего строения и состава вещества. С их помощью на предприятиях химической промышленности производят следующую продукцию: кислоты щелочи, соли, минеральные удобрения, растворители, лакокрасочные материалы, клеи, лекарственные вещества, каучуки, смолы, пластические массы, химические волокна и другие неорганические и органические продукты.
Отрасль химической промышленности составляют разнообразные предприятия, которые отличаются как технологическими процессами, так и конечными продуктами производства. Всю химическую продукцию можно разделить на следующие классификационные группы:
I. Неорганические вещества, включающие следующие основные продукты: аммиак; неорганические кислоты (серная, азотная, соляная); содовые продукты; щелочи; минеральные удобрения и ядохимикаты; силикаты (строительная керамика, вяжущие вещества, стекло).
II. Органические вещества: продукция переработки твердых топ-лив; продукция переработки жидких: топлив; продукция переработки газообразных топлив.
III. Продукты органического синтеза: пластические массы; химические волокна; каучук и резина; лакокрасочные материалы.
IV. Химические реактивы и особо чистые вещества.
V. Медикаменты и химико-фармацевтическая продукция. Продукция химической промышленности используется в ряде отраслей народного хозяйства: в машиностроении (пластмассы, лакокрасочные материалы, клеи, герметики, резины), сельском хозяйстве (удобрения и ядохимикаты), здравоохранении (лекарственные препараты, витамины) и т. д. Это накладывает определенные требования на качество химических продуктов, оно должно соответствовать требованиям стандартов. Качество химической продукции зависит как от качества применяемого исходного сырья, так и в значительной степени от уровня технология ее производства.
К важнейшим процессам химической неорганической технологии относится производство аммиака, неорганических кислот (серной азотной, соляной) и минеральных удобрений (азотных, фосфорным калийных и комплексных). Особое место отводится серной кислоту По объему производства и области применения она занимает одно из первых мест среди продукции химической промышленности. Серная кислота служит одним из главных продуктов, определяющих развитие химической промышленности, и используется в различных отраслях производства: в химической промышленности - для производства удобрений, получения красителей, пластмасс, химических волокон, при производстве нефтепродуктов и др.; в металлургии - при выделенш металлов из руд; в машиностроении - при травлении; в пищевой промышлешости - при получении патоки, крахмала, спирта; в текстильной - при отбеливании тканей и т. д.
2.1. Производство серной кислоты
Серная кислота - это бесцветная маслянистая жидкость с удельным весом 1,84 г/см3
. Исходным веществом При ее получении служит сернистый ангидрид SO2
, образующийся при обжиге различных серосодержащих продуктов. По химическому составу серная кислота представляет собой соединение серного ангидрида SO3
с водой. В зависимости от их соотношения серная кислота может быть разбавленной, концентрированной или в виде олеума (растворного ангидрида в серной кислоте), которые и производятся в промышленности.
Сырьем для производства серной кислоты служат:
1, Сера - лучшее сырье для производства. При ее сжигании образуется чистый концентрированный сернистый газ, не загрязненный примесями, что упрощает его очистку при производстве серной кислоты. Но чистая сера – слишком дорогое сырье, вследствие чегв себестоимость серной кислоты в два раза выше, чем при ее производстве из колчеданов FeS;,
2. Серный колчедан FeS; широко распространен в природе. При наличии от 40 до 50 % серы в нем содержится также много ценных примесей (мышьяк, селен, медь, никель, серебро, золото и др.), которые тоже извлекаются.
3 Сероводород - значительное количество выделяется из газов нефтеперерабатывающей промышленности.
4 Отходящие газы цветной металлургии, образующиеся при переработке сернистых руд.
Использование сероводорода и отходящих газов цветной металлургии позволяет снизить себестоимость производства серной кислоты и, кроме того, улучшить условия труда на металлургических заводах и нефтеперерабатывающих предприятиях.
В настоящее время в промышленности серную кислоту получают двумя способами - нитрозным и контактным. В обоих случаях сущность процесса сводится к окислению сернистого газа SO; до серного SO3
и соединению трехокиси с водой. В обычных условиях сернистый газ кислородом воздуха не окисляется, поэтому процесс окисления осуществляется либо при помощи азота, либо в присутствии твердого катализатора. Способ окисления и определяет технологию производства.
Нитрозный способ производства серной кислоты является более старым. Двуокись окисляют до SO3
при помощи нитрозной смеси, состоящей из окиси и двуокиси азота, взятых в соотношении 1:1. Этот способ обладает рядом недостатков: трудно поддается автоматизации, получаемая кислота имеет концентрацию не более 75-77 % и загрязнена примесями. Имеющиеся недостатки привели к тому, что нитрозный способ производства серной кислоты утрачивает свое значение, и преимущественное развитие получает контактный метод.
Сущность контактного способа заключается в окислении двуокиси серы в присутствии твердого катализатора. Первоначально в качестве катализатора использовали платину. Затем она была заменена более дешевым и устойчивым катализатором на основе пятиокиси ванадия ViO5
.
При контактном способе производства может быть получена серная кислота практически любой концентрации и высокой степени чистоты. Такая серная кислота может быть использована в любом производстве. Серная кислота, полученная нитрозным способом по устаревшей технологии, используется при производстве сельскохозяйственных удобрений, где не требуется высокой концентрации и чистоты исходных продуктов.
2.2 Производство минеральных удобрений
Минеральные удобрения - это вещества, ускоряющие биохимические процессы формирования и роста растений в почвах, бедных питательными элементами. Минеральные удобрения разделяются по видам и числу питательных элементов на простые - азотные, калийные, фосфорные и комплексные, содержащие несколько питательных макроэлементов. Кроме того, используются минеральные удобрения, содержащие микроэлементы (иод, бор, марганец, медь), которые могут входить в состав комплексных. Внесение минеральных удобрений в почву позволяет избежать ее истощения уменьшения урожайности.
Минеральные удобрения при правильном их использовании обеспечивают прирост урожая на 30-70 %. Кроме того, они улучшают качество продукции - повышают содержание сахара в свекле и винограде, крахмала в картофеле, белка в зерне, увеличивают прочность волокон льна и хлопка. Также повышается устойчивость растений к болезням, засухе и холоду. Использование минеральных удобрений в зерновом хозяйстве снижает общие затраты труда на выращивание урожая на 35-40 % и себестоимость зерна на 20 %.
Производятся минеральные удобрения в жидком и твердом^ виде. Жидкие удобрения экономически выгоднее, так как технология их производства проще. Однако требуются специальные склады и транспортные средства, поэтому их производство ограничено. В основном это удобрения на основе аммиака и аммиачной воды. Твердые удобрения производятся в гранулированном и мелкокристаллическом виде. Из них наиболее удобны в применении гранулированные удобрения.
Преимущественно для производства простых минеральных удобрений используют аммиак, азотную, серную и фосфорную кислоты и соли'калия. Производятся они с помощью реакций химического синтеза. Наиболее распространенные азотные удобрения: безводный аммиак, карбамид (мочевина), аммиачная селитра, сульфат, аммония; фосфорные удобрения (фосфор усваивается растениями в виде PО4
3-
): двойной суперфосфат, фосфоритная мука, преципитат, обесфторенный фосфат; калийные удобрения (калий усваивается растениями в виде К+
)- сульфат калия, хлористый калий, сильвинит, каинит.
Наиболее перспективные - комплексные минеральные удобрения, так как они содержат несколько питательных элементов. По способу производства эти удобрения подразделяются на смешанные и сложные. Смешанные получаются механическим смешиванием нескольких простых удобрений, когда необходимо одновременно в один и тот же срок внести под возделываемую культуру два или более питательных веществ в строго определенном соотноше-ши (например, суперфосфат и аммиачная селитра). Сложные получаются при химическом взаимодействии полуфабрикатов, например: аммофос - из аммиака и фосфорной кислоты; нитрофоска - из хлористого калия, аммиака, серной кислоты и фосфорита.
Смешанные удобрения характеризуются универсальностью применения но при изготовлении на местах потребления трудоемки, требуют специального оборудования, в результате чего не всегда обеспечивают удовлетворительное качество. Сложные удобрения имеют меньшую себестоимость, высокое качество и равномерно усваиваются. Однако они ограничены в использовании, так как для одной и той же культуры, выращиваемой в различных почвепно-климатических зонах, требуются удобрения с разным соотношением основных питательных элементов.
2.3 Технологические процессы переработки топлива
Топливом называются твердые, жидкие и газообразные горючие вещества, являющиеся источником тепловой энергии и сырьем длн химической промышленности.
В результате химической переработки различных топлив получают большое количество углеводородного сырья для производства пластических масс, химических волокон, синтетических каучуков, лаков, красителей, растворителей и т. п. Например, при коксовании углей получают: бензол, толуол, ксилолы, фенол, нафталин, антрацит, водород, метан, этилен и другие продукты. В качестве сырья используются газы, выделяемые при добыче нефти и ее переработке (крекинге, пиролизе, риформинге). Эти газы содержат метан, этан, пропан, бутан, этилен, пропилен и др.
Все топлива по агрегатному состоянию делятся на твердые, жидкие и газообразные; по происхождению - на естественные и искусственные (табл. 2). Искусственные топлива получают в результате переработки естественных топлив.
Таблица 2 – Классификация видов топлива
| Агрегатное состояние топлива
|
Топливо
|
| естественное
|
искусственное
|
| Твердое
Жидкое
Газообразное
|
Древесина, торф, уголь,
сланцы Нефть
Природный газ, Попутные газы
|
Кокс, полукокс, древесный уголь
Бензин, керосин, лигроин, мазут и др.
Коксовый газ, генераторные газы, газы нефтепереработки
|
Одним из важнейших видов химического сырья является природный газ, содержащий до 98 % метана. Древесина является источником получения целлюлозы, этилового спирта, уксусной кислоты и других продуктов. Из сланцев и торфа производят горючие газы, сырье для производства масел, моторных топлив, высокомолекулярных соединений и т. п.
Сжигание топлива обеспечивает энергией тепловые электростанци,.
промышленные предприятия, транспорт, быт. Растет значение топлива как химического сырья. Развитие угольной и ядерной энергетики даст в будущем возможность прекратить потребление нефти природного газа в энергетических целях и полностью передать эти виды топлива в сферу промышленности как сырье для химической промышленности, а также для синтеза белков и жиров.
Существуют следующие методы переработки твердого топлива: пиролиз (сухая перегонка), газификация и гидрирование.
Пиролиз
осуществляется при нагревании топлива без доступа духа. В результате протекают физические процессы (испарение влаги) и химические процессы превращение компонентов топлива с получением ряда химических продуктов. Характер протекания процесса зависит от вида перерабатываемого топлива. В основном все они требуют подвода тепла извне. Нагрев реакционных аппаратов производится горячими дымовыми газами, которые передают тепло топливу через стенку аппарата или при непосредственном соприкосновении с топливом.
Газификация -
процесс переработки топлива, при котором пическая часть его превращается в горючие газы в присутствии возд) ха, водяного пара, кислорода и других газов. Этот процесс экзотермический. Температура газификации составляет 900-1100 °С.
Гидрирование -
переработка твердого топлива, при которой под лиянием высокой температуры при действии водорода и в присутствии катализаторов происходят химические реакции, приводящие к образованию продуктов, более богатых водородом, чем исходное сырье. Качество и количество продуктов, полученных при гидрировании зависит от вида перерабатываемого топлива, от условий проведения процесса и ряда других факторов.
Методы переработки жидкого топлива (нефти) делят на две группы: физические и химические.
физические
методы переработки основаны на использовании физических свойств фракций, входящих в состав нефти. Химические реакции при этих методах переработки не протекают. Наиболее распространенным физическим методом переработки нефти является ее перегонка, при которой нефть разделяют на фракции.
Химические
методы переработки основаны на том, что под влиянием высоких температур и давления в присутствии катализаторов углеводороды, содержащиеся в нефти и нефтепродуктах, претерпевают химические преврашения, в результате которых образуются новые вещества. Это термический и каталитический крекинги.
Термический крекинг -
химический метод переработки нефти, суть которого заключается в расщеплении длинных молекул тяжелых углеводородов, входящих в высококинящие фракции, на более короткие молекулы легких, низкокипящих продуктов. Термический крекинг протекает при высоких температурах (450-500 °С) и повышенном давлении. Термический крекинг, проводимый при температуре 670-1200 0
С и при атмосферном давлении, называется пиролизом.
Каталитический крекинг
основан на применении катализатора, который позволяет снизить температуру крекинга и не только увеличить количество получаемых продуктов, но и улучшить их качество. Катализаторами служат глины типа бокситов, ц также синтетические алюмосиликаты. Температура крекинга - 450-500 "С. Процесс идет при повышенном давлении.
Разновидностью каталитического крекинга является риформинг. Катализатором служит платина, нанесенная на окись алюминия.
Вышеописанные методы переработки естественных топлив позволяют получать искусственные топлива и различные нефтепродукты.
В результате коксования углей получают следующие продукты:
1. Кокс - продукт темно-серого цвета, пористость которого составляет 45-55 %, содержит 97-98 % углерода. В зависимости от назначения делится на:
а) доменный кокс (диаметр более 40 мм);
б) литейный кокс (диаметр от 25 мм);
в) коксовый орешек (диаметр 10-25 мм) применяется для производства
ферросплавов;
г) коксовая мелочь (диаметр менее 10 мм) применяется для агломерации;
д) кокс, не пригодный для технических нужд из-за содержат золы, серы и низких
механических свойств и используется только в качестве топлива.
2. Обратный коксовый газ содержит 60 % водорода и 25 % метана, остальное - азот, окись углерода, углекислый газ, кислород, непредельные углеводороды. Применяется для подогрева воздушного дуть в доменных печах, для обогрева сталеплавильных, коксовых и других печей; служит также сырьем для производства водорода и аммиака.
3. Сырой бензол состоит из бензола, толуола, ксилола, сероуглерода, фенолов и др. Вещества, входящие в состав сырого бензола, широко используются в производстве полимеров, красителей, лекарственных препаратов, взрывчатых веществ, ядохимикатов и др.
4. Каменноугольная смола является смесью ароматических углеводородов. Ее используют для производства красителей, химически волокон, пластических масс, в фармацевтической промышленности, а также для производства различных технических масел.
В результате прямой перегонки нефти получают продукты, разде ляемые на три группы: топливные фракции, масляные дистилляты и гудрон.
Топливные фракции (температура кипения от 150 до 400 0
С) - это бензины, лигроины, керосины, газойль и мазут. Масляные дистилляты – это фракции с температурой кипения от 350 до 550°С; применяются для получения смазочных и специальных масел. Гудрон - полупродукт для получения битумов и кокса.
При крекинге получают: крекинг-бензины, крекинг-газы и крекщ остаток (смолистые и асфальтовые вещества).
Коксохимическая и нефтеперерабатывающая отрасли промьшленности
характеризуются высокой материало- и энергоемкостью. Затраты на сырье составляют 5075 %. Следовательно, основным фактором, влияющим на себестоимость, является снижение затрат на выпускаемой продукции, которое можно осуществить совершенствованием технологических процессов переработки нефти и кокса, применением каталитических процессов, более совершенных аппаратов и комплексной автоматизации, что ведет к сокращению капитальных затрат, затрат на энергию и пар, повышение производительности труда.
2.4. Технологические процессы производства полимерных материалов и пластмасс
Полимерами
называются продукты химического соединения одинаковых молекул в виде многократно повторяющихся звеньев. Молекулы полимеров состоят из десятков и сотен тысяч атомов. К полимерам относятся: целлюлоза, каучуки, пластмассы, химические волокна, паки, клеи, пленки, различные смолы и др.
По своему происхождению полимерные материалы делятся на природные и синтетические. К природным относятся: крахмал, канифоли, белки, натуральный каучук и др. Основную массу полимерных материалов, применяемых в современной промышленности, составляют синтетические полимеры. Они получаются с помощью реакций полимеризации (без образования побочных продуктов), например получение полиэтилена, и поликонденсации (с образованием побочных продуктов), например получение фенол форм альдегид ных смол.
Получение полимеров по реакции полимеризации осуществляется следующим процессом. В реакцию полимеризации вступают органические вещества, содержащие в молекуле двойные связи (например, этилен СН2 = СН2). Под воздействием света, тепла, давления или в присутствии катализаторов молекулы веществ за счет раскрытия двойных связей соединяются друг с другом, образуя полимер, химический состав которого в случае полимеризации этилена может быть выражен формулой: (– СН2
– СН2
–)n
, где п
– степень полимеризации. т. е. число, показывающее, сколько молекул мономера объединилось при полимеризации в молекулы полимера.
При получении полимеров по реакции поликонденсации в реакцию вступают два мономерных продукта с образованием полимера и побочного продукта.
Среди полимерных материалов особое место принадлежит пластмассам. Это материал, в состав которого а качестве основного компонента входят высокомолекулярные синтетические смолы. Их получают путем химического синтеза простейших веществ, извлекаемых из столь доступного сырья, как уголь, известь, воздух, нефть, природные газы.
Главное преимущество использования пластмасс по сравнению c другими материалами - это простота переработки их в изделия. Присущие им пластические свойства позволяют c помощью пресс-автоматов, автоматов для литья и др. изготавливать в час сотни деталей сложных конфигураций. При этом расход материалов минимальный (практически нет отходов), уменьшается количество станков и обслуживающего персонала, сокращается расход электроэнергии. Ввиду этого требуется значительно меньше капиталовложений в организацию производства изделий из пластмасс.
Все вышеперечисленные достоинства пластмасс определили высокую техникоэкономическую эффективность их использования и способствовали тому, чтобы в современном производстве эти материалы стали не только заменителями дорогостоящих металлов и сплавов, но и самостоятельными уникальными конструкционными материалами.
Пластмассы широко применяются в народном хозяйстве: в машиностроении, приборостроении, электро- и радиотехнике, быту т. п. Они сочетают в себе ряд ценных свойств: являются хорошим диэлектриками, теплоизоляционными материалами, могут быть оптически- и радиопрозрачными, упругими или эластичными. Они имеют низкую плотность, высокую коррозионную стойкость, легко формуются в изделия, могут заменять металлы и сплавы, имеют невысокую стоимость.
Методы переработки пластмасс и изготовления пластмассовых изделий зависят от отношения пластмасс к температуре. Выделяют термопластичные и термореактивные пластмассы.
К термореактивным
относятся пластмассы, которые при нагревании до определенной температуры размягчаются, а затем переходя необратимо в неплавкое и нерастворимое состояние. Этот пepexoд обусловлен химическими превращениями, происходящими в пластмассе при нагревании. Термореактивные пластмассы после отвердевания не могут быть переработаны повторно и поэтому называются необратимыми. Примером термореактивных пластмасс могут служить фенопласты.
Изделия из термореактивной пластмассы получают методом прессования на механических или гидравлических прессах в специальных пресс-формах. Последние имеют внутреннюю полость, соответствующую форме и размерам будущего изделия, и обычно состоят из двух разъемных частей - матрицы и пуансона. Матрица укрепляется на нижней плите пресса, пуансон - на подвижном ползуне пресса. Отмеренное количество пресс-порошка, нагретого до 90-120 0
С подается в матрицу, имеющую температуру, необходимую для прессования. Под воздействием тепла от нагретой матрицы полимер размягчается и приобретает необходимую пластичность Под действием пуансона размягченный материал заполняет олость пресс-формы. При этом в термореактивной смоле проходят сложные химические превращения, приводящие к образованию неплавкого материала. Затвердевание изделия происходит в форме находящейся под давлением. После определенной выдержки изделие извлекается из пресс-формы. Температура, давление и время прессования определяются свойствами прессуемых материалов. Кроме того, для переработки термореактивных пластмасс применяют и метод выдавливания, или экструзию. Этим методом получают изделия плоской (листы, пленки) или цилиндрической (стержни, трубы) формы.
Для получения изделий из термопластичной
пластмассы применяют следующие способы: литье под давлением, экструзию (выдавливание) и формование из листа. Их применение обусловлено термопластичностью материала.
Наиболее применимый способ переработки термопластичных пластмасс - литье под давлением. Выполняется на специальных литьевых машинах. Порошкообразный или гранулированный полимер подается в обогреваемый цилиндр литьевой машины, где и расплавляется. Образовавшаяся жидкая масса под давлением поршня через небольшое отверстие-литник выдавливается из цилиндра в полость сомкнутой пресс-формы, охлаждаемой водой. При охлаждении термопластичный полимер застывает и приобретает вид детали. Этим методом могут быть получены изделия сложной формы, высокой степени чистоты и точности.
Также при переработке пластмасс в изделия применяют формовку, штамповку, механическую обработку резанием, выдувание пустотелых изделий. Все способы характеризуются коротким технологическим циклом, небольшими затратами труда и легкостью автоматизации.
Химические волокна
- это полимерные материалы, имеющие форму тел, длина которых во много раз превышает размеры их поперечного сечения. Делятся на две группы - искусственные и синтетические.
Искусственные получают из природных высокомолекулярных соединений - целлюлозы, казеина и др., синтетические - из высокомолекулярных соединений, полученных путем химических реакций из мономеров. Химические волокна превосходят натуральные по прочности они легче по весу, не подвержены гниению. Их себестоимость значительно ниже, чем натуральных.
Основным сырьем для производства искусственных волокон служит целлюлоза - природный полимер, входящий в состав растителъных клеток и образующий твердый остов растений. В сухой древесине содержится 45-55 % целлюлозы. Наиболее ценны ее сорта получают из хвойных деревьев. Путем химической обработки целлюлозы получают такие волокна, как вискозное и ацетатное, применяемые для производства тканей. Кроме прочего, ацетатное волокно обладает диэлектрическими свойствами.
Синтетические волокна получают из синтетических высокомолекулярных смол.
Большую группу составляют полиамидные волокна капрон, нейлон, энант. Они характеризуются высокой прочность эластичностью, стойкостью к действию щелочи, электроизоляционной стойкостью. К группе полиэфирных волокон относится лавсан. Он используется для производства тканей, трикотажных изделий, электроизоляционных материалов. Отличается высокой механической прочностью и устойчивостью к действию повышенных температур.
Технологический процесс получения химических волокон включает следующие стадии:
1) получение исходного материала;
2) приготовление прядильной массы; 3) формование волокна; 4) отделка.
Для получения исходного материала используют традиционные методы синтеза высокомолекулярных смол. Применяются очень чистые смолы, способные растворяться в растворителях или плавиться. Для очистки исходное сырье подвергается фильтрованию.
Приготовление прядильной массы состоит в растворении полимера в растворителе или его расплавлении. На этой стадии добавляют красители для получения нужного цвета.
Формование волокна производится на специальном оборудовании путем продавливания прядильной массы через фильеры - мельчай отверстия диаметром 0,04 мм. Образующиеся тонкие струйки раствора или расплава отверждают путем охлаждения или химическим способом с использованием специальных отвердителей. Образующиеся нити сматывают на приемные катушки. Отделка волокна состоит в его обработке различными реагентами, сушке, кручении, отбелке, вытягивании, термообработке, перемотке, сортировке.
Каучук -
характерный представитель высокомолекулярных (полимерных) соединений. Он является основной составной частью резины, бывает растительного происхождения (натуральный) и синтетический. Наиболее широкое применение в промышленности получил синтетический каучук. Его химический состав и строение, а также физические свойства могут быть весьма разнообразны и сильно отличаться от свойств натурального каучука, в чем и заключается преимущество синтетических каучуков.
Основным сырьем для производства синтетических каучуков являются попутные газы нефтепереработки, этиловый спирт и ацетилен. Основные методы получения - полимеризация и поликонденсация. При переработке каучуки превращают в резину. Она характеризуется высокой эластичностью, сопротивлением к истиранию, изгибам, обладает газо- и водонепроницаемостью, высокими электроизоляционными свойствами, стойкостью к агрессивным средам.
Резину получают добавлением к каучуку ряда компонентов (ингредиентов) и полученную смесь подвергают вулканизации. Вулканизация заключается в образовании мостиков между линейными молекулами каучука и получении трехмерной пространственной молекулярной структуры. Такая структура приводит к повышению термической стойкости и прочности материала, к уменьшению его растворимости и увеличению химической стойкости. Наиболее распространенным вулканизатором является сера, она же определяет и твердость резины. Также вводятся различные наполнители как для улучшения свойств (сажа, цинковые белила, каолин, противостарители), так и для удешевления (мел, тальк).
Резиновые изделия изготавливают: методом шприцевания, штамповкой, литьем под давлением, окунанием моделей в латекс и др. Разделяют резиновые изделия по назначению и условиям эксплуатации. В химической промышленности наибольшие расходы приходятся на сырье и составляют в среднем 60-70 % себестоимости, а на топливо и энергию - около 10 %. Амортизационные отчисления составляют 3-4 %, заработная плата основных производственных рабочих колеблется от 3 до 20 % себестоимости продукции и зависит от типа производства.
2.5 Основные направления технологического прогресса в химической промышленности
1. Увеличение масштабов аппаратов.
Обеспечит повышение производительности.
2. Интенсификация работы аппаратов.
Необходима для совершенствования и улучшения режимов работы аппаратов. Связана с модернизацией и реконструкцией.
3. Механизация трудоемких процессов.
4. Автоматизация и дистанционное управление процессами.
5. Замена периодических процессов непрерывными.
Это аналогично применению конвейеров в механической технологии. Переход к непрерывным процессам повышает производительность труда, улучшае качество продукции и условий труда.
6. Использование теплоты реакции.
7. Создание безотходных производств.
Решает комплексно-экологическую проблему и обеспечивает снижение себестоимости продукции благодаря полному использованию всех компонентов сырья.
8. Применение прогрессивных химико-технологических процессов.
К ним относятся плазмохимические процессы, фотохимические реакщя радиационно-химические процессы и биотехнологии. Особое место занимает биохимическая технология, поскольку живая клетка обладает высокоактивными, тонко селективными биологическими катализаторами, по своей эффективности при низких (нормальных природных) температурах несравненно превышающими катализаторы, используемые в химических производствах.
Раздел 3
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ В МЕТАЛЛУРГИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
3.1 Технологические процессы производства чугуна, стали, цветных металлов и сплавов
Чугун – это железоуглеродистый сплав, содержание углерода в котором превышает 2 %. Кроме железа и углерода, в состав чугуна могут входить и другие химические металлические и неметаллические элементы. Различают чугуны легированные, содержащие хром, марганец, никель и другие элементы, а также не легированные, серый и белый чугун, ковкий, высокопрочный, жаростойкий, жаропрочный, коррозионно-стойкий, антифрикционный и др.
Чугун используется как конструкционный материал для изготовления достаточно широкой номенклатуры деталей (секции отопительных радиаторов, корпуса редукторов и коробок передач, блоки цилиндров двигателей внутреннего сгорания, трубы и трубопроводная арматура, станины оборудования, тормозные диски и кояодки автомобилей, шкнвы и др.). Кроме того, чугун является исходным сырьем для выплавки стали.
Выплавку чугуна производят в доменных печах, в вагранках и электропечах. Исходным сырьем являются железная руда и металлолом. На машиностроительных предприятиях преимущественно используется металлолом черных металлов, который переплавляют в вагранках или в электропечах. Требуемый химсостав чугуна получают путем выжигания излишков углерода и добавки к расплаву различных ферросплавов и раскислителей. Отличительной особенностью чугуна является его высокая технологичность, способность легко заполнять сложные формы, возможность получения тонкостенного и ажурного литья.
Исходным сырьем для производства чугуна являются железная руда и металлолом. Ценность железной руды определяется содержанием в ней железа, степенью восстановимости, видом и составом пустых пород, содержанием вредных примесей. С повышением содержания железа в исходном сырье снижаются затраты на подготовку руды, увеличивается производительность доменных печей, уменьшается расход кокса.
Это в конечном итоге ведет к снижению стоимости выплавки чугуна. Выплавку чугуна производят в доменных печах, в вагранках и электропечах.\
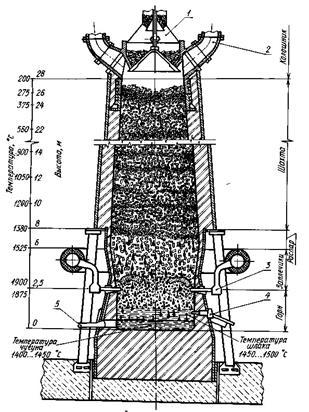
Современная доменная печь состоит из колошника, шахты, распара, заплечиков и горна (рисунок ). В верхней части печи на колошнике устанавливается засыпной аппарат 1, служащий для засыпки шихтовых материалов, и газоотводные трубы 2,
по которым отводится доменный газ.
Нижняя часть доменной печи – горн – имеет цилиндрическую форму. В верхней части горна по окружности расположены фурмы 3,
через которые в печь подаются подогретый до 1000... 1200 °С воздух и природный газ. Нижняя часть горна, в которой собираются чугун и шлак, называется лещадью. Выше лещади (на высоте 1500 мм) находится летка 5
для выпуска чугуна, а на высоте 3000...3500 мм располагается шлаковая летка 4.
Обе летки забиваются огнеупорной массой, а перед выпуском чугуна пробиваются. В футеровку сильно нагревающихся частей печи вмонтировано охлаждающее устройство, по которому непрерывно циркулирует холодная вода. Производительность доменной печи определяется прежде всего ее полезным объемом Vn
,
т.е. объемом рабочего пространства от оси чугунной летки до уровня засыпки на дымнике, составляющим 2700...3000 м3
.
На машиностроительных предприятиях преимущественно используется металлолом черных металлов, который переплавляют в вагранках или в электропечах. Требуемый химсостав чугуна получают путем выжигания излишков углерода и добавки к расплаву различных ферросплавов и раскислителей. Отличительной особенностью чугуна является его высокая технологичность, способность легко заполнять сложные формы, возможность получения тонкостенного и ажурного литья.
Основными показателями
, характеризующими работу доменной печи, являются: производительность, коэффициент использования полезного объема печи (КИПО), удельный расход кокса.
Производительность доменной печи оценивается массой чугуна (в тоннах), производимого в сутки или за год, и зависит от эффективности работы печи – коэффициента использования полезного объема печи К,
который представляет собой отношение полезного объема печи (Vn
)
в кубометрах к средней суточной производительности печи Q : K. = Va
/Q.
Чем меньше КИПО, тем выше производительность доменной печи. На передовых заводах он достигает 0,5...0,7. Иногда работу доменной печи характеризуют показателем, обратным КИПО,– съемом чугуна с 1 м3
полезного объема печи.
Важнейшим показателем доменной плавки, характеризующим экономичность работы доменной печи, является удельный расход кокса. Этот показатель показывает степень использования теплоты сгорания топлива, подготовки сырья к плавке и отражает мастерство ведения доменного процесса. В лучших доменных печах он составляет
360...400 кг на 1 т чугуна.
По рассмотренным показателям оценивают работу доменной печи с технической стороны. Для экономической оценки результатов работы коллективов доменных цехов пользуются такими показателями, как производительность труда и себестоимость чугуна.
Производительность труда определяется объемом годовой выплавки чугуна, приходящимся на одного рабочего.
В себестоимости чугуна учитываются стоимость материалов, живого труда и амортизация основных фондов. Основную долю себестоимости чугуна составляет стоимость сырьевых материалов и топлива (более 92 %). Поэтому основной путь снижения себестоимости чугуна – уменьшение расхода сырьевых материалов и кокса. Сталью
называют железоуглеродистый сплав с содержанием углерода до 2 %. По химическому составу сталь разделяют на углеродистую и легированную, а по качеству - на сталь обыкновенного качества, качественную, повышенного качества и высококачественную.
Для выплавки стали используются следующие шихтовые материалы: чугун (жидкий или твердый); стальной и чугунный лом; железная руда; металлизованные окатыши; ферросплавы; флюсы. Основу шихты составляет чугун (55%) и металлолом (45%). Соотношение содержания указанных компонентов зав'исит от типа технологического процесса, места расположения завода (его удаленности от сырьевой базы) и др.
Углеродистая сталь обыкновенного качества обозначается Ст. и цифрами 0, 1, 2, 3 и т. д. до 6. Увеличение номера указывает на повышение содержания углерода. Если сталь кипящая, то после цифр ставят буквы кп
, полуспокойная - пс
, спокойная - сп. Углеродистая качественная сталь маркируется двумя цифрами: 05, 08, 10, 15, 20 и т. д. до 60, показывающими среднее содержание углерода в сотых долях процеента. В легированных сталях первые две цифры указывают среднее содержание углерода в сотых долях процента, а буквы за цифрами означают, что в составе стали имеются легирующие элементы. Например, сталь 40ХН, З0ХГС, 30X2, ГН2. Цифры, стоящие после букв, указывают примерное содержание легирующего элемента в целых единицах процента. Если содержание легирующего элемента менее 1,5 %, цифра отсутствует.
Углеродистая инструментальная сталь обозначается буквой У и цифрами, показывающими среднее содержание углерода в десятых долях процента (сталь У7, У8, У10, У12). Для высококачественной стали дополнительно ставят букву А (сталь У10А, сталь У12А и т. д.).
Таким образом, уже сама маркировка стали указывает на то, что основное влияние на ее физико-механические свойства оказывает держание углерода. Наличие в химсоставе стали таких металлов, как хром, никель, вольфрам, титан, ванадий и др., придает ей специальные свойства. В частности, хром и никель повышают коррозионную стойкость, вольфрам и ванадий повышают вязкость стали. Условное oбозначение марок стали предусматривает использование русских букв наличие в составе сплава определенных химических элементов, например, буква X указывает на наличие хрома, Н - никеля, Т - титана, К – кобальта, Ф -
ванадия, Г - марганца, С - кремния и т. п.
Выплавляют сталь в мартеновских печах, конверторах, электропечах.
Мартеновская печь
(рис 7 2) сложена из огнеупорного кирпича и стянута рядом стальных балок, образующих наружный каркас.
Внутри печи находится рабочее пространство 3,
сверху оно ограничено сводом, снизу – подом. Под выложен в виде овальной чаши, в которой происходит процесс плавки. В передней стенке печи имеются загрузочные окна 4,
через которые загружают шихтовые материалы и следят за ходом плавки. В задней стенке устраиваются отверстия для выпуска стали и шлака.

Рис Схема мартеновской печи
В торцах печи расположены головки 2,
соединяющие плавильное пространство с регенераторами 1. Последние представляют камеры, выложенные огнеупорным кирпичом, и служат для подогрева воздуха и газообразного топлива. Печи, работающие на низкокалорийном топливе, имеют с каждой стороны по два регенератора, а печи, работающие на жидком топливе и высококалорийном газе,– по одному регенератору с каждой стороны.
По конструкции мартеновские печи делятся на стационарные (неподвижные) и качающиеся. В качающихся печах рабочее пространство заключено в металлический кожух, рама которого опирается на катки, позволяющие наклонять печь с помощью гидравлического или механического привода. В таких печах облегчается загрузка шихты, удаление шлака и разливка готовой стали, но из-за сложности конструкции они применяются редко.
На многих заводах работают двухванные печи. Это наиболее производительные подовые сталеплавильные агрегаты. Вместимость современных мартеновских печей –
600...900 т.
 Выплавка стали производится в конвертере
(рис. 7.1), представляющем собой стальной сосуд грушевидной формы вместимостью 100...350 т. Внутри конвертер выложен огнеупорным кирпичом 2
(смолодоломитовый кирпич). В верхней его части находится горловина 3,
сбоку – летка 4.
Снаружи (в средней части) конвертер опоясан стальным кольцом с двумя цапфами. Цапфы удерживают конвертер и позволяют поворачивать его вокруг горизонтальной оси. Поворот конвертера осуществляется электродвигателями через систему редукторов. Перед началом процесса конвертер поворачивают в наклонное положение, загружают металлический лом и заливают жидкий чугун, имеющий температуру 1250... 1400 °С. Затем конвертер ставят в вертикальное положение, загружают известняк, опускают водоохлаждаемую форму и подают кислород под давлением 1,0... 1,4 МПа. При воздействии кислорода на жидкий металл прежде всего окисляется железо, а образующийся оксид железа взаимодействует с примесями (углеродом, кремнием, марганцем). Одновременно идет процесс окисления примесей чистым кислородом. Выплавка стали производится в конвертере
(рис. 7.1), представляющем собой стальной сосуд грушевидной формы вместимостью 100...350 т. Внутри конвертер выложен огнеупорным кирпичом 2
(смолодоломитовый кирпич). В верхней его части находится горловина 3,
сбоку – летка 4.
Снаружи (в средней части) конвертер опоясан стальным кольцом с двумя цапфами. Цапфы удерживают конвертер и позволяют поворачивать его вокруг горизонтальной оси. Поворот конвертера осуществляется электродвигателями через систему редукторов. Перед началом процесса конвертер поворачивают в наклонное положение, загружают металлический лом и заливают жидкий чугун, имеющий температуру 1250... 1400 °С. Затем конвертер ставят в вертикальное положение, загружают известняк, опускают водоохлаждаемую форму и подают кислород под давлением 1,0... 1,4 МПа. При воздействии кислорода на жидкий металл прежде всего окисляется железо, а образующийся оксид железа взаимодействует с примесями (углеродом, кремнием, марганцем). Одновременно идет процесс окисления примесей чистым кислородом.
В кислородных конвертерах в основном выплавляют углеродистые, низколегированные и легированные стали Из таких сталей изготовляют катанку, проволоку, сортовой прокат, лист, трубы, рельсы и широкий сортамент других изделий Основные техникоэкономические показатели работы конвертера- продолжительность плавки в конвертере вместимостью 350 т составляет 50 мин, годовая производительность конвертера вместимостью 250 т – более 1,5 млн т, выход годного металла – 90...92 %, удельный расход кислорода – 50...55 м3
на 1 т стали Основным показателем является себестоимость
выработки 1 т стали.
Основные преимущества способа получения стали в электрических печах – возможность создания высокой температуры в плавильном пространстве печи (более 2000 °С) и выплавки стали и сплавов любого состава; использование известкового шлака (до 50...60 % СаО), способствующего хорошему очищению металла от вредных примесей – серы и фосфора; возможность ведения плавки при всех режимах и условиях производства.
Наибольшее распространение в металлургической промышленности получили дуговые электрические печи.
 Дуговая печь
(рис. 7.3) имеет сварной стальной цилиндрический корпус 6
со сферическим днищем, который выложен внутри огнеупорным и теплоизоляционным кирпичом. Свод 4
печи делается съемным и имеет отверстия для электродов 3
(угольных 'или графитовых диаметром 400...500 мм и длиной 2 м). Число электродов соответствует числу фаз электрического тока. Крепятся они в электродержателях и при помощи специального механизма могут перемещаться вверх и вниз. Печь имеет рабочее окно 5
и выпускное отверстие 2.
Устанавливается печь на дугообразных полозьях и с помощью двигателя поворачивается в сторону выпускного отверстия со сливным желобом. Дуговая печь
(рис. 7.3) имеет сварной стальной цилиндрический корпус 6
со сферическим днищем, который выложен внутри огнеупорным и теплоизоляционным кирпичом. Свод 4
печи делается съемным и имеет отверстия для электродов 3
(угольных 'или графитовых диаметром 400...500 мм и длиной 2 м). Число электродов соответствует числу фаз электрического тока. Крепятся они в электродержателях и при помощи специального механизма могут перемещаться вверх и вниз. Печь имеет рабочее окно 5
и выпускное отверстие 2.
Устанавливается печь на дугообразных полозьях и с помощью двигателя поворачивается в сторону выпускного отверстия со сливным желобом.
Ток подается к электродам от понижающего трансформатора через гибкие шины. Мощность его зависит от
емкости печи и способа проведения плавки. Дуга 1 возбуждается между электродами и металлической шихтой.
Вместимость электродуговых печей колеблется от 2,5 до 200 т.
Основными технико-экономическими показателями электродуговых печей являются: выплавка стали в сутки на 1000 кВ-А мощности трансформатора печи и расход электроэнергии и электродов на 1 т годной стали.
Суточная производительность печей средней вместимости составляет 12...15 т на каждые 1000 кВ-А мощности трансформатора, расход электроэнергии – 2,34...2,7 кДж (500...600 кВт-ч), расход графитовых электродов – 6,5 кг на 1 т стали.
 Индукционная печь
(рис. 7.4) состоит из индуктора 4,
в который помещают огнеупорный тигель 5 с
расплавом /. Индуктор изготовляется в виде катушки из медных трубок, по которым циркулирует вода. Между тиглем и индуктором имеется прокладка из теплоизоляционного материала. Индуктор и тигель размещают в каркасе из немагнитной стали. Каркас печи с тиглем и индуктором может наклоняться для выпуска стали из печи. Индукционная печь
(рис. 7.4) состоит из индуктора 4,
в который помещают огнеупорный тигель 5 с
расплавом /. Индуктор изготовляется в виде катушки из медных трубок, по которым циркулирует вода. Между тиглем и индуктором имеется прокладка из теплоизоляционного материала. Индуктор и тигель размещают в каркасе из немагнитной стали. Каркас печи с тиглем и индуктором может наклоняться для выпуска стали из печи.
Рис 74 Схема индукционной электропечи
Печь имеет съемную крышку 2
и носок слива стали 3.
В
тигель загружают чистые, тщательно подобранные материалы, чтобы после их расплавления получить заданный состав металла. Для расплавления металла на корпус индуктора подается от генератора ток высокой частоты. В металле возникают вихревые токи, быстро нагревающие металл до температуры плавления. В конце плавки добавляют раскислители и присадки. Плавку ведут быстро, поэтому металл не успевает сильно окислиться.
Плавка в индукционных печах ведется в воздушной среде или в вакууме. При выплавке и разливке стали в вакууме значительно улучшается ее качество за счет уменьшения содержания газов и неметаллических включений. В вакуумных индукционных печах выплавляют высоколегированные жаростойкие, жаропрочные и конструкционные стали и сплавы с особыми свойствами, а также углеродистые стали с минимальным содержанием углерода. Вместимость этих печей – от 50 кг до 25 т. Готовую сталь разливают в изложницы и получают слитки, или же она идет непосредственно на изготовление фасонных отливок.
Выбор способа производства стали зависит от ряда технических и экономических факторов. Предпочтение отдается тому способу производства, который позволяет получить сталь необходимого состава и высокого качества при меньшей ее себестоимости.
В сталеплавильных агрегатах с кислой огнеупорной футеровкой получают сталь более высокого качества, чем с основной. При кислом процессе плавки восстановление из шлака или пода печи кремния способствует раскислению стали и получению более высоких ее механических свойств, чем в основном процессе. Но для кислого процесса требуется высококачественная дорогостоящая шихта с минимальным содержанием серы и фосфора (менее 0,03%), поэтому наибольшее применение получили основные способы получения стали.
В настоящее время в кислородных конвертерах выплавляют кипящую и спокойную сталь всего мартеновского ассортимента (рельсовую, канатную, арматурную и др.). Осваивается также выплавка в этих печах высоколегированных сталей.
Более высокие технико-экономические показатели кислородно-конвертерного способа выплавки стали ( табл. 7.1) обусловлены рядом его преимуществ по сравнению с мартеновским: больше производительность агрегата на единицу емкости и на одного работающего; ниже (на 5...10%) удельные капитальные затраты на строительство цеха той же производительности даже с учетом затрат на сооружение кислородных станций; меньше (в 2...3 раза) расход огнеупоров на единицу мощности агрегата.
Экономическая эффективность конвертерного производства стали обеспечивается в основном за счет снижения ее себестоимости путем уменьшения расходов по переделу, доля которых в себестоимости стали составляет 10% (13...14% при мартеновском способе и 25 % при электроплавке).
Развитие сталеплавильного производства тесно связано также с использованием в шихте оборотного металла (металлоотходов, амортизационного лома). Содержание оборотного металла в шихте сталеплавильных агрегатов зависит от их технических возможностей (см. табл. 7.1).
Табл.
7.1. Основные технико-экономические показатели способов производства стали
| Показатель
|
Способ производства стали
|
| конверторный
|
мартеновский
|
электроплавильный
|
| Вместимость плавильного
агрегата, т
|
250 - 400
|
400 - 600
|
200 - 300
|
| Выход стали, %
|
89 - 92
|
91 - 95
|
92 - 98
|
| Длительность плавки, ч
|
0,4 - 1
|
6 - 10
|
6 - 10
|
| Годовая производительность, тыс. т.
|
1200 - 1500
|
370 - 490
|
400 - 600
|

При выборе способа получения стали следует учитывать и географический фактор. Там, где имеются источники дешевой электроэнергии, выгоднее получать сталь в электропечах. На заводах с полным металлургическим циклом при больших поступлениях металлолома могут оказаться более выгодными конвертерный или мартеновский способы получения стали.
Сталь широко применяется для изготовления большого ассортимента металлоизделий (от гвоздей и шурупов до ответственных деталей двигателя внутреннего сгорания) в связи с тем, что ее физико-механические свойства имеют высокие значения по сравнению с другими металлами и сплавами, например чугуном, алюминием, магнием, медью и их сплавами. Самые ответственные детали машин и приборов часто изготавливают из стали, которая удовлетворяет самым высоким требованиям (детали рулевого управления автомобиля, сосуды высокого давления, ходовая часть транспортных средств, детали подъемных механизмов и т. д.). Но необходимо помнить, что литая структура иногда не обеспечивает требуемых прочностных свойств заготовок, для гарантированной прочности и вязкости литые заготовки должны пройти горячую пластическую деформацию. Поэтому не менее 80 % литой стали подвергается прокатке, а затем из прокатанных заготовок изготавливают детали ответственного назначения. Сталелитейные цехи на металлургических предприятиях поставляют слитки для прокатного производства. Иногда слитки поступают в кузнечные цехи для изготовления из них поковок ковкой или горячей штамповкой.
Таким образом, уже сама маркировка стали указывает на то, что основное влияние на ее физико-механические свойства оказывает держание углерода. Наличие в химсоставе стали таких металлов, как хром, никель, вольфрам, титан, ванадий и др., придает ей специальные свойства. В частности, хром и никель повышают коррозионную стойкость, вольфрам и ванадий повышают вязкость стали. Условное oбозначение марок стали предусматривает использование русских букв наличие в составе сплава определенных химических элементов, например, буква X указывает на наличие хрома, Н - никеля, Т - титана, К – кобальта, Ф -
ванадия, Г - марганца, С - кремния и т. п.
Выплавляют сталь в мартеновских печах, конверторах, электропечах. При электроплавке часто используют мощные электродуговые печи, в которых плавят стальной металлолом, иногда добавляют железные окатыши (обогащенную железную рулу). При других способах выплавки стали в печи и конверторы заливают жидкий чугун с помощью продувки через расплав кислорода выжигают лишний углерод, раскисляют сталь и добавляют необходимые легирующие элементы. Далее расплав стали заливают в изложницы (специальные формы) и после затвердевания получают слитки нужных размеров и формы. В последнее время на металлургических заводах получил распространение метод непрерывной разливки металла, суть которого заключается в непрерывной заливке стали в водоохлаждаемый кристаллизатор. Жидкий металл, застывая, превращается в слиток соответствующего поперечного сечения и может быть бесконечной длинны. Далее непрерывно выходящий из кристаллизатора слиток проходит перации правки и резки на мерные длины. Качество такого слитка выше, чем штучног, получаемого в изложнице. Кроме того, этот технологикий процесс практически безотходный и как всякий непрерывный отличается высокой производительностью и технологичностью.
Сталь широко применяется для изготовления большого ассортимента металлоизделий (от гвоздей и шурупов до ответственных деталей двигателя внутреннего сгорания) в связи с тем, что ее физико-механические свойства имеют высокие значения по сравнению с другими металлами и сплавами, например чугуном, алюминием, магнием, медью и их сплавами. Самые ответственные детали машин и приборов часто изготавливают из стали, которая удовлетворяет самым высоким требованиям (детали рулевого управления автомобиля, сосуды высокого давления, ходовая часть транспортных средств, детали подъемных механизмов и т. д.). Но необходимо помнить, что литая структура иногда не обеспечивает требуемых прочностных свойств заготовок, для гарантированной прочности и вязкости литые заготовки должны пройти горячую пластическую деформацию. Поэтому не менее 80 % литой стали подвергается прокатке, а затем из прокатанных заготовок изготавливают детали ответственного назначения. Сталелитейные цехи на металлургических предприятиях поставляют слитки для прокатного производства. Иногда слитки поступают в кузнечные цехи для изготовления из них поковок ковкой или горячей штамповкой.
Из цветных металлов наибольшее применение получили: алюминий, медь, титан, магний и их сплавы. Они обладают такими свойствами, которые позволяют изготавливать уникальные изделия, обладающие небольшим весом, высокой электро- и теплопроводностью, устойчивостью к агрессивной среде и т. д.
Алюминий имеет низкое удельное электросопротивление, высокую теплопроводность, коррозионную стойкость. Алюминий выпускают высокой чистоты (А999 с 0,001 % примесей), технической чистоты (А85, А8, А7, А7Е, А0,), технически дефомируемый (АД0, АД00, АД000, АД0Е, АД1, АД.). Алюминиевые сплавы бывают деформируемые и литейные (из них изготавливают заготовки методами резания и литья).
Медь отличается высокой электропроводностью, теплопроводностью, коррозионной стойкостью, хорошей пластичностью. Широко применяется в электротехнической промышленности, машиностроении и приборостроении. Из медных сплавов наибольшее распространение получили латуни (сплав меди с цинком) и бронзы (сплав меди другими химическими элементами, кроме цинка).
Титан и титановые сплавы являются перспективными материалами, из которых можно изготавливать легкие, высокопрочные и коррозионностойкие детали. В частности, производство современных летателъных устройств немыслимо без применения титана. Титановые сплавы подразделяют на литейные и деформиуемые. Наиболее распространены литейные сплавы ВТ1Л, ВТ5Л, ВТ10Л. Титановые сплавы также обладают высокой химической стойкостью и жаростойкостью, удовлетворительной технологичностью при обработке, поэтому требуют строгого соблюдения параметров обработки.
Все цветные металлы и сплавы выплавляют из соответствующих руд и материалов методами электрометаллургии или электрохими что требует огромных затрат энергии. В связи с этим до настояшего времени их производство достаточно дорогостоящее. Изделия из цветных металлов и сплавов применяют только в технически и экономически обоснованных случаях, там, где невозможно применить черные металлы и сплавы вместо цветных. Целесообразно создавать композиционные материалы, в которых сталь выполняет роль, несушую основную нагрузку, преимущественно определяет прочностные параметры изделия, а цветные металлы придают ему, например, свойство противостоять коррозии или уменьшать контактное трение.
3.2 Производство заготовок литьем металлов и сплавов
Литейное производство изготавливает достаточно большой ассортимент различных заготовок из черных и цветных металлов и сплавов. Характерной особенностью способа получения заготовок литьем является техническая и экономическая целесообразность его применения при индивидуальном, серийном и массовом производстве, причечем масса отливок может лежать в широком диапазоне.
Сущность способа литья заготовок заключается в том, что приготовленный по специальной технологии расплав металла определенного состава разливают в литейные формы, где он, застывая, приобретает соответствующие размеры и форму. В зависимости от вида литейной формы разливают литье в разовые и постоянные (многоразовые) формы. Наибольшее количество отливок (до 80 %) получай литьем в песчаные (землянопесчаные) формы, так как этот метод является универсальным применительно к литейным материалам, типу производства, к массе и габаритам отливок. Этим способом отливают: станины и корпуса машин, шкивы, диски, кольца, секции отопительных радиаторов, головки и блоки цилиндров двигателей, люки и плиты, зубчатые колеса и т. д.
Многоразовые формы изготавливают из металлических сплавов (чугун, сталь, алюминиевые сплавы и т. д.), гипса, глины, графита, керамических и металлокерамических материалов, бетона. Метод литья в многоразовые формы не может быть применен в индивидуальном и мелкосерийном производстве, поскольку изготовление постоянной литейной формы - дорогостоящий процесс по сравнению с производством песчаной формы. Литье в металлические формы получило название литье в кокиль.
Распространен метод литья в металлические формы под давлением, который позволяет получить отливки с более плотной структурой при минимальном количестве внутренних пустот.
При разработке и реализации технологического процесса изготовления литья важно получить плавку сплава нужного химического состава и отлить из него качественное литье без внутренних и внешних дефектов. Вторая задача решается выбором соответствующей литейной формы и конструированием литниковой системы, которая обеспечивает качественное заполнение всех элементов формы и получение плотной структуры металла отливки.
Технологичность конструкции отливки характеризуется условиями формовки песчаной формы, заливки ее жидким металлом, остывания расплава, извлечения отливки из формы (выбивки), удаления стержней, формирующих внутренние полости заготовки, отделения литниковой системы от отливки, обрубки заусенцев.
При изготовлении литейной песчаной формы применяют металлические опоки, а также деревянные или металлические модели. Формовку осуществляют на специальных формовочных вибрационных Машинах, которые уплотняют формовочную смесь вокруг модели и позволяют получить достаточную прочность ее сцепления со стенками опоки, представляющей собой ящик без дна. После уплотнения смеси опоку поднимают над плитой и моделью и совмещают со второй соответствующей опокой, оформляющей вторую половину отливки. В одной из опок формируют литник и литниковую систему, по которой расплавленный металл поступает в полость формы. При наличии в отливке внутренних полостей, например, в секции отопительного радиатора, в одну из опок устанавливают так называемые стержни, выполненные из специальной смеси, которая должна после затвердевания металла легко удаляться механическим разрушением.
Для массовой отливки мелких и средних заготовок применяют метод литья в оболочковые формы (литье по выплавляемым, раство-}
ряемым, замораживаемым моделям и т. п.), суть которого заключается в том, что модель изготавливается из легкоплавкого (технический воск) или растворяемого материала. Эту модель путем погружения, например, в жидкостекольныи раствор, покрывают топким слоем твердеющего при повышенной температуре специального состава. При затвердевании оболочки сама модель расплавляется и удаляется. Оболочки объединяются литниковой системой. Этот способ позволяет получить высококачественное и точное литье с низкой шероховатостью поверхности. Таким образом получают лопатки турбин, шестерни, детали машин и приборов.
Плавку чугуна осуществляют в вагранках, затем жидким расплавом заполняют специальные разливочные ковши. Сталь и цветные металлы плавят в злектродуговых и индукционных печах, используя металлолом или специальные чушки, поступающие с металлургических предприятий. При выплавке чугуна в относительно небольших объемах применяют также электродуговые и индукционные установки.
Обычно литейный цех состоит из участков: подготовки шихты (исходных материалов для загрузки их в плавильные установки), плавки металла, подготовки формовочной смеси, стержней, формовки, заливки, выбивки отливок, термообработки и отделки. Учитывая специфику литейного производства, требующего высокой квалификации металлургов, производство литья целесообразно выполнять на специализированных предприятиях, получивших наименование «цетролиты». Они способны обеспечить высококачественным литьем предприятия, относящиеся к различным типам производства и отраслям.
Заготовки в виде литья могут быть успешно использованы для изготовления деталей, не испытывающих ударных нагрузок, не рассчитываемых на прочность, с размерами, определяемыми конструктивными технологическими соображениями. Детали ответственного назначения, особенно такие, которые обеспечивают безопасность функционирования устройства машины или механизма, например детали рулевого механизма автомобиля, не могут быть изготовлены из отливок.
3.3. Прокатка металлов и сплавов
Сортамент прокатных изделий весьма разно образен: листы, сортовой прокат (профили круглого, квадратного, шестигранного сечений, уголок, швеллер, тавр, двутавр, балки и т. д.), трубы, специальный прокат (кольца, бандажи, зубчатые колеса и шестерни, оси и валы, периодический профиль и т. д.). Совокупность профилей и их размеров, а также сплавов, из которых их изготавливают, называют сортаментом. Металлопрокат преимущественно выпускают металлургические заводы (комбинаты). Однако прокатка металлоизделий в последние годы широко применяется и на машиностроительных и приборостроительных предприятиях, поскольку является прогрессивным способом металлообработки, позволяющим обеспечить высокое качество продукции, огромную производительность и экономическую эффективность. В некоторых случаях прокатка является единственным способом производства изделий, в частности, листов, труб, высокопрочных сортовых профилей. По качеству выпускаемых изделий и производительности прокатка не имеет себе равных среди других способов металлообработки.
Важнейшим преимуществом прокатки является то, что наряду с формоизменением заготовки сплаву придают уникальные прочностные свойства. Поэтому не менее 80 % выплавляемых металлов и сплавов прокатывается, что позволяет многие предприятия обеспечить высококачественными заготовками и готовыми профилями (рельсы, балки, профили для рессор и пружин, колес, напильников, зубил, деталей автомобилей, тракторов, сельскохозяйственных машин и т. п.). Для получения всего сортамента проката исходным материалом служат слитки, непрерывно литые заготовки, полупродукт (катаные блюмы, слябы, заготовки), а также сортовой, листовой и полосовой подкат. Различают прокат горячекатаный и холоднокатаный. Холодной прокаткой получают изделия, площади поперечного сечения которых относительно небольшие (тонкие листы, тонкостенные трубы и т. д.). Холодная прокатка отличается высокой точностью геометрических размеров получаемых металлоизделий и соответствующим качеством формируемых поверхностей.
Прокаткой
называют процесс пластического формоизменения материала, последовательно увлекаемого в очаг деформации силами трения, действующими на контактной поверхности «реформируемая заготовка - движущийся инструмент». При прокатке одновременно подвергается пластической деформации не весь объем материала, а лишь его часть, находящаяся в очаге деформации. Это позволяет обрабатывать большие массы материала при оптимальных энергозатратах и размерах оборудования, производить обработку с огромными скоростями (50-100 м/с), обеспечивать высокую точность получаемых, изделий при минимальном ичносс инструмента.
Различают три основных способа прокатки, отличающихся направлением обработки или характером выполнения деформации: продольная, поперечная и поперечно-продольная (винтовая). Каждый из этих способов можно производить при нагреве обрабатываемых заготовок (горячая прокатка) и без нагрева (холодная прокатка).
Продольная прокатка
наиболее распространена и, как правило, предшествует остальным способам. Сущность продольной прокатки состоит в том, что деформация заготовки осуществляется движущимся инструментом, векторы скоростей вращения которого на выходе из очага деформации параллельны оси обрабатываемой заготовки. Продольной прокаткой изготавливают листы, сортовой профиль, трубы, периодический прокат и ряд специальных видов металлоизделий.
Поперечная прокатка
характеризуется движением обрабатываюшего инструмента перпендикулярно к оси прокатываемой заготовки (например, вращением валков в одну сторону, а круглой заготовки - в противоположную). Обжатие заготовки и придание ей формы обеспечивается соответствующей профилировкой валков и изменением межосевого расстояния. К поперечной прокатке относят поперечноклиновую прокатку, деформация заготовки при которой осуществляется поступательно или вращателъно перемещающимся клиновым инструментом, который внедряется в исходную заготовку, вызывая ее вращение. Поперечной прокаткой формируют на заготовке поверхности вращения и изготавливают ступенчатые валы и оси.
При поперечно-продольной прокатке
деформация заготовки осуществляется вращающимися в одну сторону валками при вращении заготовки в противоположную сторону и непрерывном перемещении ее вдоль своей оси в направлении меньшего расстояния между валками. Перемещение заготовки вдоль своей оси осуществляется за счет контактного трения или за счет внешних сил. Винтовой прокаткой изготавливают периодический прокат, ступенчатые валы и оси, трубы.
Технологический процесс прокатки
включает следующие операции: подготовка заготовки к деформации (разупрочняющая термообработка, удаление поверхностных дефектов, очистка поверхности от окалины и т. п.), нагрев заготовки, многократная деформация в прокатных валках, резка проката на мерные длины, охлаждение и термообработка, правка, отделка, контроль качества, упаковка. Нагрев слитков и заготовок перед прокаткой имеет целью улучшение исходной структуры металлов и сплавов, уменьшение сопротивления деформации и повышение технологической пластичности материала. Прокатка нагретой заготовки до оптимальной температуры (для сталей -8001250 °С) обеспечивает высокое качество проката, минимальный расход энергии, позволяет применить повышенные обжатия за проход, сокращает аварийные остановки оборудования.
  К технологическим параметрам прокатки относят: температуру деформируемой заготовки, частное (за один проход между валками) и общее обжатие заготовки, скорость прокатки (скорость выхода заготовки из валков может достигать 100 м/с), диаметр валков и коэффициент контактного трения между инструментом и деформируемой заготовкой. Для характеристики деформации при прокатке используют абсолютные и относительные показатели: абсолютное обжатие – h = h
0
– h
1
; относительное обжатие – k
= (h
0
– h
1
)/ h
0
; коэффициент вытяжки – К технологическим параметрам прокатки относят: температуру деформируемой заготовки, частное (за один проход между валками) и общее обжатие заготовки, скорость прокатки (скорость выхода заготовки из валков может достигать 100 м/с), диаметр валков и коэффициент контактного трения между инструментом и деформируемой заготовкой. Для характеристики деформации при прокатке используют абсолютные и относительные показатели: абсолютное обжатие – h = h
0
– h
1
; относительное обжатие – k
= (h
0
– h
1
)/ h
0
; коэффициент вытяжки –  = L
1
/L
0
, где h
0
, h
1
, L
0
, L
1
соответственно высота и длина заготовки до и после деформации. Ширина заготовки изменяется незначительно. = L
1
/L
0
, где h
0
, h
1
, L
0
, L
1
соответственно высота и длина заготовки до и после деформации. Ширина заготовки изменяется незначительно.
Абсолютное и относительное обжатие заготовки за один проход ограничено условием захвата металла прокатными валками, а также их прочностью. Поэтому в зависимости от условий прокатки относительное обжатие за проход обычно не превышает 0,35-0,45. Кроме того, определенные ограничения накладывают физико-механические свойства деформируемого материала, особенно при холодной прокатке.
Основным деформирующим инструментом для прокатки металлоизделий обычно являются прокатные валки, в редких случаях используется и плоский клиновой инструмент. При изготовлении труб используют оправки (короткие, длинные, плавающие), назначение которых – оформлять внутреннюю поверхность полых изделий. Валок состоит из рабочей части, или бочки, двух опор, или шеек, и хвостовика для передачи крутящего момента вращающемуся валку. Валки бывают цельные и составные, ручьевые и безручьевые (с гладкой цилиндрической или конической поверхностью, например, для прокатки листов или сортового профиля). Прокатные валки являются деформирующим инструментом, воспринимающим высокие удельные и суммарные давления и работающим в тяжелых условиях (температура,трение скольжения). Валки изготавливают из чугуна, стали и твердых сплавов. Обычно рабочая поверхность валков должна иметь высокую твердость, особенно при холодной прокатке, которая характеризуется большими удельными нагрузками. Диаметр рабочей поверхности валка в зависимости от назначения прокатного оборудования может лежать в широких пределах - от 1 мм до 1800 мм. Малые диаметры применяют при холодной прокатке высокопрочных сплавов. В этом случае для обеспечения их нормальной эксплуатации применяют так называемые опорные валки, которые устанавливаются в специальных многовалковых клетях.
Прокатку осуществляют на специальном оборудовании, которое принято называть прокатным станом. Он включает комплекс технологических машин и устройств. Оборудование прокатного стана подразделяют на основное и вспомогательное. Основное оборудование предназначено для выполнения главной операции в технологическом процессе прокатки, т. е. для осуществления вращения валков и непосредственной пластической деформации заготовки для придания ей необходимых формы, размеров и свойств. Это оборудование принято называть главной линией прокатного стана. Различают станы одно-налковые, двухвалковые, многовалковые, линейные, непрерывные, полунепрерывные, заготовочные, листовые, сортовые, балочные, специальные и т. д.
Помимо пластической деформации, на прокатном стане выполняют другие разнообразные операции, которые можно разделить на четыре группы, предназначенные для: подготовки металла к прокатке; нагрева металла; транспортировки; отделки и контроля.
Подготовка металла к прокатке включает удаление с его поверхности дефектов и окалины, травление, очистку и соответствующее покрытие поверхности с целью оптимизации процесса прокатки и получения качественного изделия.
Удаление поверхностных дефектов производится строганием, обдиркой на токарных и абразивных станках, вырубкой пневматическими молотками и специальными машинами, огневой зачисткой.
Для нагрева заготовок применяют нагревательные устройства, тип и конструкция которых зависят от прокатного стана. На блюмингах и слябингах применяют нагревательные колодцы; мелкие слитки и заготовки нагревают в методических пламенных или электрических печах.
Транспортные устройства перемещают заготовки вдоль и поперек стана, поднимают и опускают, поворачивают вокруг горизонталыюй и вертикальной осей. К ним относят: рольганги, манипуляторы, кантователи и поворотные механизмы, подъем нокачающие столы, опрокидыватели, слитковозы и т. д.
Оборудование для отделки и контроля проката включает: устройства для резки металла, машины для правки проката, устройства для термообработки проката, агрегаты для металлических и полимерных покрытий, устройства и приборы для контроля качества проката, машины для увязки и пакетирования проката.
Технико-экономические показатели прокатных станов следующие: производительность {часовая, годовая), число часов работы стана в год, расход металла
(выход годного %), расходный коэффициент, расход электроэнергии на тонну проката (кВт/т), расход топлива (кДж/т), расход воды (м/т), расход технологической смазки (кг/т), расход валков (кг/т), количество валков прокатной клети, количество прокатных клетей и их расположение в главной линии, диаметр и длина бочки валков, скорость прокатки
(м/с).
3.4 Прессование
Прессование представляет собой выдавливание материала из замкнутого объема через отверстие инструмента (фильеру или матрицу) соответствующего поперечного сечения. Истечение металла при прессовании может быть прямым и обратным. Контейнер, как правило, состоит из внутренней и промежуточной втулок, он может охлаждаться или, наоборот, подогреваться. Внутренняя втулка контейнера, фильера и штемпель изготавливаются из высокопрочных материалов. В качестве материалов могут быть использо-паны металлы и сплавы, пластмассы идр. Прессование используют для изготовления длинномерных изделий, прутков, проволоки, труб, полос, профилей различного сечения. Процесс осуществляют как в горячую, так и при холодном состоянии заготовки. Термопластические пластмассы прессуют в расплавленном состоянии, которые на выходе из фильеры охлаждают.
Сравнивая прессование с прокаткой и волочением, с помощью которых получают подобные металлоизделия, следует указать, что пластичность всех материалов в условиях прессования значительно повышается. Создается возможность деформации заготовки с огромными вытяжками, что эффективно используется на практике. Недостатком прессования является необходимость создания больших удельных нагрузок на заготовку и, как следствие, применение оборудования больших усилий. Из-за больших контактных напряжений и значительной скорости скольжения материала заготовки по инструменту стойкость последнего значительно меньше стойкости валков и волоки.
Основным оборудованием прессования является гидравлический пресс номинальным усилием 10-50 МН; есть установки усилием и 200 МН. Прессы выпускают вертикального и г ори з октального типов. Технологические отходы при прессовании состоят из малодсформи-руемого переднего конца профиля и пресс-остатка, достигаюшего 10-15 % (при прокатке 1-3 %).
Технологический процесс прессования
включает следующие операции: подготовка заготовки (удаление поверхностных и внутренних дефектов металла, термообработка с целью повышения пластичности и снижения сопротивления деформации), нагрев заготовки в случае горячей деформации, технологическая смазка поверхности заготовки с целью снижения коэффициента контактного трения, деформация заготовки, правка полученного профиля, резка на мерные длины, термообработка, очистка поверхности металлоизделия, нанесение металлических или неметаллических покрытий на прессованный профиль, контроль качества, упаковка.
3.5 Волочение
В различных отраслях народного хозяйства широко используют металлоизделия (проволока, калиброванные прутки и трубы), полученные волочением. Основной особенностью получаемых волочением металлоизделий является высокая точность размеров поперечного сечения при отличном качестве формируемой поверхности. Волочение в большинстве случаев является единственным и уникальным способом металлообработки, с помощью которого можно изготовить такие изделия, как тончайшая проволока и ряд длинномерных изделий с различным профилем поперечного сечения.
Металлоизделия, изготовленные волочением, применяют в электротехнической и радиотехнической, приборостроительной и машиностроителыюй промышленности, при производстве электрических проводов, кабелей и тросов, резинотехнических изделий (автомобильные шины, армированные рукава и шланги), железобетонных элементов строительных сооружений и зданий, ювелирных и художественных произведений, бытовой техники и т. д.
Волочение применяют металлургические, машиностроительные, приборостроительные предприятия, заводы по производству метизов (болты, винты, гайки, штифты, гвозди, шурупы и т, п.), электропроводов, тросов, струн.
Технологический процесс волочения металлоизделий
включает следующие элементарные техпроцессы: термообработка материала заготовки (для повышения пластичности и уменьшения его сопротивления деформации), подготовка ее поверхности к волочению (очистка от загрязнений), покрытие поверхности заготовки технологической смазкой, заточка переднего конца заготовки с целью реализации возможности ее заправки в волоку; однократное или многократное волочение; промежуточная разупрочняющая термообработка; химическая или механическая очистка поверхности полуфабриката, нанесение подсмазочного слоя, затем снова смазка и волочение. После достижения требуемой формы и размеров поперечного сечения протягиваемого изделия требуются его очистка от технологической смазки и выполнение работ по предотвращению коррозии материала.
Волочильное оборудование
делят на две большие группы: машины с круговым движением протягиваемых изделий и волочильные станы с прямолинейным движением обрабатываемых заготовок. Первые получили наименование как барабанные волочильные станы, поскольку протягиваемая заготовка после обжима в волоке наматывается на барабан, который также выполняет роль тяговог о элемента. Они применяются преимущественно для волочения проволоки, но их можно использовать и для производства труб небольшого поперечного сечения. Волочильные станы с прямолинейным движением протягиваемых заготовок предназначены для деформации длинномерных изделий с относительно большим поперечным сечением (прутки и трубы). По кратности волочения различают станы для однократного и многократного волочения. В зависимости от привода станы бывают с индивидуальным и групповым приводом. В зависимости от агрегатного состояния технологической смазки, применяемой при волочении, различают машины для сухого и мокро! о волочения. По типу привода тележек на машинах с прямолинейным движением заготовок различают станы цепные, реечные, гидравлические, пневматические. По количеству одновременно протягиваемых прутков станы бывают однониточные и многониточные. Волочильные станы выпускают со следующими значениями усилий тяги: 4,9; 9,8; 29; 49; 78; 147; 294; 440; 590; 980; 1180; 1470 кН.
3.6 Ковка и горячая штамповка поковок
Для ответственных деталей машин и механизмов, работающих в
условиях растягивающих, изгибающих, крутящих и ударных нагрузок (валы, рычаги рулевого механизма автомобиля и трактора, оси, детали подъемных механизмов, сосуды, работающие под высоким внутренним давлением, и т. д.) применяют заготовки, которые принято называть поковками. Размеры и форма поковки и детали отличаются на величину припусков и напусков. Припуском называют толщину слоя металла поковки сверх номинального размера детали, удаляемого при механической обработке. Напуском называют дополнительный объем металла, добавляемый для упрощения изготовления поковки. Они изготавливаются методами горячей объемной деформации - ковкой и штамповкой.
Ковка
- это технологический процесс горячей деформации металлов и сплавов с помощью универсального инструмента па кузнечном оборудовании (молот, пресс, ковочная машина). Такую ковку принято называть машинной конкой.
Возможно применение и ручной ковки, когда работу по подъему инструмента и деформации заготовки совершает рабочий кузнец. Такой вариант целесообразно использовать в полевых условиях, в небольших ремонтных мастерских, при художественной ковке и изготовлении малых поковок массой до 3 кг.
Кузнечный инструмент
принято подразделять на основной деформирующий, поддерживающий (клещи, патроны) и мерительный (линейка, штангенциркуль, угольник, шаблон). К основному кузнечному инструменту относят бойки, оправки, прошивни, пережимки, плиты и т. п. Каждый из указанных инструментов может применяться при ковке различных по форме и размерам поковок, инструмент является универсальным. При ковке нет необходимости для каждой поковки изготавливать свой инструмент, поэтому этот способ можно эффективно применять при различном типе производства, в том числе и при индивидуальном.
Для машинной ковки применяют пневматические (с массой падающих частей 501000 кг) и паровоздушные (с массой падающих частей от 1 т до 8 т) молоты, а также гидравлические прессы усилием до 50 МН. Используя такие прессы, можно изготавливать поковки массой до 400 т. Для манипуляции такими заготовками применяют кузнечные манипуляторы.
Основными кузнечными операциями по изменению формы и размеров нагретой до температуры горячей деформации заготовки являются: осадка, прошивка, гибка, протяжка, рубка, передача, разворот. Вспомогательными кузнечными операциями принято называть операции, которые предшествуют основной (наметка, пережим и т. д.), или те, которые повышают качество основной операции, например правка.
Преимуществом ковки является возможность эффективно изготавливать поковки при различном типе производства, особенно при индивидуальном, экономно использовать металлы и сплавы, избегать больших затрат на кузнечный инструмент. Недостатки ковки: относительно большие припуски и напуски, низкая точность формы и размеров кованых поковок, невысокая производительность, необходимость привлечения высококвалифицированных кузнецов и недостаточная безопасность выполнения кузнечных операций. Применяется ковка преимущественно на машиностроительных предприятиях, в инструментальной промышленности, при выполнении ремонтных работ, при изготовлении уникальных по весу и габаритам заготовок и поковок ответственного назначения.
Горячая ооъемная штамповка
поковок устраняет основные недостатки ковки, значительно повышаются точность штампуемых заготовок и производительность труда. Для изготовления штампованных поковок применяют специальный инструмент (штампы) и штамповочное оборудование (штамповочные молоты, кривошипные и гидравлические прессы, штамповочные автоматы, горизонтально-ковочные машины и другие виды устройств). При штамповке поковок не требуется высокой квалификации кузнеца. Его работа сводится к приему и установке в ручьи штампа нагретой заготовки, периодической смазке поверхности ручьев штампа технологической жидкостью. При штамповке поковок существенно сокращаются отходы материала заготовки, повышаются коэффициент использования металла и коэффициент выхода годного, снижается себестоимость поковок несмотря на возрастание расходов по изготовлению и обслуживанию штампов,
Технологический процесс изготовления штампованной поковки включает следующие операции: резка проката на штучные заготовки, их нагрев до температуры горячей деформации (для стальных заготовок - это 1200-1280 °С), обработка заготовки в ручьях штампа с целью изменения ее формы и размеров, обрезка облоя и удаление технологических напусков, термообработка и очистка поковки от окалины, правка, калибровка, контроль качества. Кузнечно-штамповочное оборудование отличается высокой производительностью (от 5 до 160 поковок в минуту) и стабильностью технологических параметров, поэтому качество поковок значительно выше, чем при ковке, но выше и стоимость штампов и оборудования. В себестоимости штампованных поковок стоимость металла может достигать 85-90 %.
3.7 Технологические процессы сварки заготовок
Сваркой
называется процесс соединения металлических и неметаллических материалов, при котором устанавливаются межатомные и межмояекулярные связи по контактам поверхностей соединяемых заготовок. В зависимости от состояния материала по месту образования сварного соединения все многообразие способов сварки можно разделить на два вида – на сварку давлением и сварку плавлением.
Для сварки давлением характерны две стадии: сближение соединяемых поверхностей заготовок до образования физического контакта; появление на контактной поверхности активных центров химического взаимодействия; установление межатомных металлических связей. К такому виду сварки относят сварку взрывом, сварку трением, диффузионную сварку.
Сварка плавлением протекает тоже в две стадии: расплавление кромок заготовок и присадочного материала (электродной проволоки) и образование общего объема жидкого металла; затвердевание расплава и образование прочного сварного шва. К этому виду сварки относят электродуговую, газопламенную, электрошлаковую, плазменную, электр о контактную и т. д.
Электродуговая сварка получила большое pacnpoci ранение в связи с относительно простым и недорогим сварочным оборудованием, а также простотой реализации этого технологического процесса. Расплавление кромок свариваемых заготовок происходит в результате горения электрической дуги, которая представляет собой мощный и длительный электрический разряд в сильно ионизированной среде, сопровождающийся большим выделением теплоты и света. Зажигание дуги производится мгновенным соприкосновением электрода с заготовкой. В момент короткого замыкания сварочной цепи происходит быстрый разогрев места контакта электрода и заготовки. При этом образуется ионизация паров металла и компонентов покрытия электрода, и дуговой промежуток превращается в проводник. Для обеспечения устойчивости горения сварочной дуги необходимо, чтобы ее основные параметры (ток и напряжение) находились в определенной зависимости друг от друга. Обычно напряжение, подаваемое к электроду и заготовке, не превышает 60 вольт.
В настоящее время в промышленности наиболее распространены следующие виды электродуговой сварки: ручная, автоматическая под слоем флюса; сварка в защитных газах (углекислый газ, аргон). К особому виду электросварки относится электрошлаковая сварка, с помощью которой возможно сваривать заготовки большого сечения по месту соединения. При этой сварке тепловая энергия, расходуемая на нагрев и плавление металлов заготовки и электрода, получается за счет теплоты, выделяемой в объеме расплавленного шлака (флюса) при прохождении через него тока. Шлаковая ванна надежно защищает расплавленный металл от воздействия воздуха. Высокие прочностные показатели электрошлаковой сварки позволяют широко ее использовать при изготовлении сварно-литых, сварно-ковапых и сварно-прокатанных конструкций, для изготовления массивных станин прессов и станков, деталей паровых котлов, энергетических установок и т. д.
Газовая сварка представляет собой процесс, в котором расплавление кромок заготовок и присадочного металла происходит за счет теплоты, получаемой при сгорании горючего газа в кислороде, при этом горючий газ не только является источником тепла, но и защищает ванночку расплавленного металла от окружающего воздуха. В качестве горючего газа используют: ацетилен, пропан, бутан, природный газ, водород, пары бензина, керосина и др., но наиболее часто применяют ацетилен, так как он обеспечивает получение пламени с более высокой температурой (3200 0
С).
Электроконтактная сварка наибольшее распространение получила в
машиностроении. Процесс соединения заготовок осуществляется благодаря нагреву места их контакта за счет выделения тепла и пластической деформации. В практике получили наибольшее распространение следующие виды контактной сварки: стыковая, точечная и шовная. Для реализации этих видов сварки используют специальные сварочные электроконтактные машины, которые состоят из элементов питания и управления, механической и электрической частей. Применяя этот вид сварки можно сваривать валы и оси, листовые штамповки (детали кузова легкового автомобиля), различные емкости для хранения жидких и газообразных веществ,
Из специальных видов сварки применяют ультразвуковую сварку, сварку трением, сварку взрывом, плазмой, лазером. Указанные виды сварки эффективно могут быть использованы в особых случаях при изготовлении уникальных изделий, в том числе и при металлоупрочнении.
3.8 Производство профилированных листов
Гнутые профили из листового и полосового металлического листа получили широкое распространение в различных отраслях промышленности, особенно в машиностроении и строительстве. Их применение позволяет рационально расходовать материал, повысить эстетичность изделий, сократить трудовые затраты на сварку, сборку и монтаж, придать металлоконструкциям жесткость и прочность. Гофрированные металлические профили весьма рациональны при сооружении стен и кровли производственных зданий, торговых и выставочных павильонов, спортивных сооружений, складских помещений, ограждений и перегородок, кузовов грузовых автомобилей и различных металлоконструкций современных машин и оборудования.
Процесс профилирования заключается в последовательной подгибке и формовке листовой штучной или непрерывной заготовки до требуемой конфигурации готового профиля в фасонных калибрах валков многоклетевого профи лег и б очно го стана. Количество рабочих (формирующих) клетей (пар валков) стана определяется конфигурацией профиля, его материалом, требуемым качеством готовой продукции и может составлять от 3 до 30 шт. Возможно получение подобных профилей и в штампах, однако их штамповка во многих случаях неконкурентоспособна, особенно если длина профилей значительна.
Профилировка гнутых профилей на роликогибочных станах внешне подобна прокатке, где также заготовка многократно проходит через валки, последовательно пластически деформируясь. Разница заключается в том, что на роликогибочных станах заготовка не подвергается объемной деформации; площади поперечных сечений профиля после выхода из каждой пары валков остаются одинаковыми; при прокатке после каждого прохода поперечное сечение заготовки заметно уменьшается, что, собственно, и является сущностью технологического процесса.
Процесс профилирования включает три основных этапа: подготовку заготовки к профилированию (подача материала со склада на стан, размотка, правка, резка на мерные длины, обрезка концов рулонов и их сварка, промасливание и т. д.); гибку заготовки до требуемой конфигурации профиля; отделку сформированного профиля (режу на мерные длины, термообработку, удаление окалины, контроль качества, транспортировку, пакетирование и т. п.).
Гибка профилей на роликогибочных станах может выполняться при холодном и горячем состоянии металла заготовки. Haгрев в некоторых случаях необходим для повышения пластичности и уменьшения сопротивления деформации заготовки. Разумеется, к горячей деформации следует прибегать, если не удается достичь требуемых технико-экономических параметров процесса холодным профилированием.
При профилировании могут применяться самые разнообразные материалы: горячекатаная, холоднокатаная, листовая, ленточная, полосовая углеродистая, конструкционная и легированная стали, титан, алюминий, медь, цинк, латунь, бронза и другие сплавы. Могут обрабатываться также и биметаллические, многослойные и плакированные заготовки, в том числе и пластмассы.
Инструмент для профилирования представляет собой цельные или чаще сборные валки, которые технологичны в изготовлении и значительно дешевле штампов. Оси вращения этих валков, как правило, расположены в горизонтальном положении. К каждому из них подводится крутящий момент от индивидуального или группового привода; взаимное положение валков обеспечивается в так называемых клетях. Между клетями с горизонтально расположенными валками могут быть и валки или ролики с вертикальными осями, которые являются неприводными. Они выполняют роль направляющих и подгибают элементы заготовки в плоскости, в которой работа горизонтальных валков затруднена или невозможна.
Граничные размеры сортамента, определяемые характеристиками профиле гиб очных станов, составляют по толщине 0,3-8,0 мм, по ширине 30-2000 мм, по высоте до 180 мм.
Процесс профилирования можно совмещать в одной непрерывной линии с другими элементарными технологическими процессами, например, с шовной или точечной сваркой, пайкой, резкой на отдельные ленты или мерные длины, обрезкой или выравниванием кро мок на заготовках, рифлением, штамповкой, термообработкой, хромированием,
окраской и т. п.
К основным технико-экономическим показателям, характеризующим процесс профилирования, относят: число клетей и мощность стана, диаметр валкое, максимальную высоту гнутого профиля, часовую производительность, расходный коэффициент металла, производительность труда, удельные капитальные затраты, их окупаемость, себестоимость продукции и рентабельность производства.
3.9 Технология работы Белорусского металлургического завода
Статус предприятия
Белорусский металлургическии завод «БМЗ» – это унитарное предприятие металлургической отрасли Беларуси, относящееся к разряду современных мини-заводов европейского уровня, уже два десятилетия стоит в числе авторитетных производителей металлопродукции. РУП «БМЗ» внесено в государственный реестр предприятий республики с высокотехнологичным производством.
Проектирование, строительство и оснащение завода новейшим оборудованием и передовой технологией с последующим вводом производственных мощностей в гарантийную эксплуатацию осуществлялось на принципах подряда европейских фирм со сдачей промышленных объектов и технологии «под ключ».
Привлечение передового мирового опыта и новейших технологий при сооружении завода и дальнейшем его развитии позволило создать в городе Жлобине уникальный промышленный комплекс. Сегодня РУП «БМЗ» по энерговооруженности, уровню автоматизации производства и наукоемкости технологических процессов - это современное предприятие, соответствующее мировым критериям научно-технического прогресса.
РУП «БМЗ» - экспортоориентированное предприятие и, наряду с другими промышленными предприятиями республики, составляет основу экономического потенциала и безопасности страны. Экспорт товарной продукции завода в целом превышает уровень 85%. Металлопродукция зовода поставляема более чем в 50 стран мира и ее торговая марка широко известна на товарном рынке металлов.
В соответствии с мировыми тенденциями и направлениями в развитии металлургической и метизной отраслей промышленности, учитывающими повышающиеся требования и ожидания рынка, постоянно обновляется и расширяется ассортимент товарной продукции, производственные мощности предприятия регулярно реконструируются и модернизируются, чго позволяет поддерживать и сохранять конкурентоспособность и высокую репутацию товарной продукции, а также повышать деловую активность завода.
РУП «БМЗ» 2004 года структурно состоит из трех основных производств (сталеплавильное, прокатное и метизное), цехов инфраструктуры и подразделений управления жизнедеятельностью предприятия. В состав сталеплавильного производства входят копровый цех, два электросталеплавильпых цеха и цех технологического автотранспорта. Прокатное производство представлено сортопрокатным цехом, имеющим три разнопрофильных прокатных стана. Метизное производство состоит из трех сталепроволочных цехов, цеха порошковой металлургии и волок и цеха технологической тары. Состав инфраструктуры завода представлен цехами ремонта энергетического, электрического, механического оборудования, цехами обеспечения производства средами и электроэнергией, транспортным управлением и другими подразделениями.
Подготовка металлошихты и извести к выплаве стали
В состав металлошихты, используемой для выплавки стали, входят: металлический лом вторичных металлов, чугун чушковый, металлизированные окатыши и другие железосодержащие материалы.
Металлический лом является основной составляющей металлошихты. Приемка, накопление, сортировка и переработка металлическою лома осуществляется в копровом цехе. Крупногабаритный и тяжеловесный металлолом измельчается с помощью прессножниц и ручных газокислородных резаков. Подготовленный лом загружается в специальные транспортные закалочные корзины емкостью 80 куб. метров, коюрые на специальном лафете с помощью автоскраповоза грузоподъемностью 180 тонн подаются к дуговым печам. На одну плавку приготавливается металлошихта, загружаемая в две завалочные корзины. Масса загруженного в корзины лома и других компонентов металлошихты автоматически регистрируется и вводится в АСУ ТП ведения электроплавки.
Весь металлический лом перед подачей в копровый цех проходит контроль на наличие радиоактивного, химического и друг их видов загрязнений.
Чугун, как компонент металлошихты, поставляется в виде слитков (чушек). Мягкообожженная металлургическая известь (содержание СаО не менее 95%), являющаяся важнейшим материалом для ведения электроплавки, производится в двухшахтных печах реверсивного действия, отапливаемых природным газом, и по ленточным транспортерам подается в расходные бункера сталеплавильных печей. Металлизированные окатыши, поставляемые на завод специальным железнодорожным транспортом, хранятся в бункерах-резервуарах сталеплавильного цеха №2 и подаются к печам по ленточным транспортерам. Окатыши, как компоненты металлошихты, используются при выплавки стали, предназначенной для изготовления продукции метизного производства. Производство стали
Концепция технологии выплавки стали на БМЗ, построенная по технологической схеме «дуговая печь – сталь-ковш – печь-ковш - вакууматор» с функциональным поагрегатным разделением целей и задач процесса, по параметрам энергосбережения и наукоемкости отвечает критериям мировой новизны и позволяет производить сталь широкого марочного сортамента и высокого уровня качества, отвечающую требованиям самых взыскательных потребителей.
Процесс выплавки жидкой стали и превращения ее в литые заготовки состоит из трех стадий. На первой стадии в электропечи расплавляется загруженная металлическая шихта. Плавка в печи ведется по технологии одношлакового окислительного процесса. Жидкий металл в печи доводят до заданной температуры и сливают в сталеразливочныи ковш, в который одновременно присаживают необходимые материалы (ферросплавы, раскислители и шлакообразующие) с получением металла промежуточного химсостава.
На второй стадии в ковше с использованием таких специфических технологических агрегатов как печь-ковш и вакууматор, металл подвергают рафинированию от нежелательных примесей, доводят до требуемой температуры и химического состава и, таким образом, превращают в качественную сталь, которую на заключительной стадии процесса на машинах непрерывного литья разливают в заготовки различного сечения в зависимости от типа разливочных машин (125x125, 250x300 и 300х400мм). Контроль и управление технологией выплавки и разливки стали обеспечивается современными средствами и автоматизированными системами управления процессами.
Основные прогрессивные, новые направления и тенденции в развитии сталеплавильного производства успешно используются в практике завода (система внецентренного донного выпуска стали из печи, продувка жидкого металла по ходу плавки через подину печи инертным газом, модифицирование стали порошковыми проволоками, применение современных огнеупорных изделии и материалов, внедрение эффективных средств контроля и управления технологическими процессами, электромагнитное перемешивание стали в кристаллизаторах блюмовой МНЛЗ и др.).
После охлаждения литые заготовки поплавочно передаются на склад для контроля качества и аттестации. Затем аттестованные заготовки направляются в прокатное производство для дальнейшей переработки, либо отгружаются по заказам потребителей на экспорт в диапазоне длин от 8 до 12 м. Заготовки, направляемые в прокатный передел, имеют длину 12 м.
Производство металлопроката
Прокатное производство БМЗ представлено тремя прокатными станами с комплексом оборудования для доведения проката до товарного вида.
Мелкосортный 20-клетьевой
автоматизированным стан 320 непрерывной прокатки предназначен для изготовления из заготовки сечением 125x125 мм конструкционных профилей проката (швеллер №6,5 и уголок равнополочныи размером от №2 до №5), а также строительной арматуры диаметром от 10 до 40 мм как в горячекатаном, так и термоупрочненном состояниях, в том числе классов Ат400С, Ат500С, Ат1000 и Ат1200.
Прокатка мелких профилей арматуры (менее 16 мм) осуществляется в нескольких калибрах одновременно, используя принцип продольного разделения раската в последних клетях стана (слит-тинг процесс).
Освоена технология получения винтовой арматуры.
В состав комплекса стана входят нагревательная семизонная печь для нагрева исходных заготовок, агрегаты мерного реза проката, упаковки, увязки и его взвешивания, а также склад готовой товарной продукции. Имеется участок ремонта технологического оборудования и подготовки прокатных валков.
Реверсивный стан 850
в процессе переката непрерывно-литых блюмов сечением
250x300 и 300x400 мм производит
• передельную заготовку квадратного сечения диаметром 125x125 мм,
• товарную передельную заготовку круглого сечения диаметром от 80 до 150 мм, в том числе и в дюймовом диапазоне (по требованию потребителя), а также заготовку квадратного сечения диаметром 100x100 мм и 125x125 мм. Нагрев исходных непрерывнолитых блюмов осуществляется в нагревательной 7-зонной печи. Кроме этого имеется 4зонная печь предварительного подогрева блюмов холодного посада, позволяющая оптимизировать режим загрузки и использование мощностей стана.
Для придания прокатной продукции необходимых потребительских и качественных характеристик в технологический комплекс стана входят линия отделки проката, состоящая из современного оборудования по контролю качества поверхности (порошковая магнитно-люминисцентная дефектоскопия), внутренней структуры (УЗконтроль), установки по удалению прокатной окалины и зачистке поверхностных дефектов, порезки раскатов на товарные длины, маркировочные, вязальные и взвешивающие устройства. Имеются средства по противофлокенной обработке проката, склад готовой продукции.
Высокотехническии уровень станового комплекса позволяет производить продукцию по требованиям национальных стандартов стран-потребителей с высокой точностью по поперечным размерам, длине, прямолинейности и косине поперечного реза (DIN 17210, ВS950, АSТМ А29, А576, А711, А322, ЕN 10025, ЕN 10083 и др.).
Подготовка прокатных валков, а также ремонт технологического оборудования осуществляются в специальной мастерской.
Новый 16-клетьевой
автоматизированный проволочный стан 150
непрерывной прокатки, введенный в эксплуатацию в сентябре 2000 года, в технологическом комплексе с модернизированными 10 клетьевым чистовым проволочным Морган-блоком и системой двухстадийного охлаждения проката, предназначен для производства катанки в бунтах единичной массы 1350 (+/50) кг, из непрерывно-литых и горячекатаных заготовок сечением 125x125 мм углеродистых, конструкционных, низколегированных, в том числе кордовых, марок стали диаметром от 5,5 до 14 мм, а также бунтовой ребристой горячекатаной арматуры диаметром от 6 до 12 мм класса Ат400С и Ат500С
Стан 150 соответствует всем критериям мирового уровня развития прокатного производства. Наличие систем автоматического управления приводами стана, минимального межклетьевого натяжения, оригинальной конструкции клетей консольного типа повышенной жесткости, применение твердосплавных валков в промежуточной и твердосплавных шайб в чистовой группах стана обеспечивают высокую точность геометрических размеров катанки при высоких скоростях прокатки (до 100м/с) Оснащение проволочного блока эффективной системой двухстадийного охлаждения с плавным автоматическим регулированием параметров температурного режима позволяет получать катанку с гарантированной микроструктурой и минимальной изменчивостью прочностных свойств как по длине бунта, так и по объему товарной партии.
Установка новой горизонтальной пресс-вязальной машины позволяет формировать плотные, качественно увязанные бунты катанки, надежно выдерживающие многократные погрузочно разгрузочные операции во время их транспортировки к потребителю.
Производство продукции метизных цехов
В перечне металлопродукции завода особое место занимает продукция цехов метизного производства: металлокорд и бронзированная бортовая проволока для армирования автомобильных шин, а также латунированная проволока для армирования рукавов высокого давления.
С вводом в 1987 году первого сталепроволочного цеха, впервые в мировой практике в условиях одного предприятия был создан и освоен полный технологический цикл от выплавки стали в дуговых электропечах (с использованием в шихте металлолома) до получения продукции кордового передела-металлокорда, бортовой проволоки и проволоки РВД (RML).
Технологический процесс изготовления металлокорда состоит из следующих последовательных стадий:
• входной контроль качества поступившей в переработку катанки;
• соляно-кислое травление катанки и передача ее на автоматизированный склад;
• грубое волочение травленой катанки на станах грубого волочения с получением передельной проволоки;
• патентирование и подготовка поверхности проволоки грубого волочения для дальнейшей переработки;
• среднее волочение передельной проволоки на станах среднего волочения;
• патентирование и латунирование проволоки после среднего волочения;
• тонкое волочение латунированной проволоки на станах тонкого волочения и последующее испытание полученной тонкой проволоки;
• свивка прядей, сердечника, а затем металлокор-да и оплетка его (при необходимости) на канатных машинах;
• лабораторные испытания, проверка качества на линии инспекции, сортировка и формирование товарных партий;
• упаковка готовой продукции и складирование ее на склады.
Бортовую проволоку требуемого размера получают на стадии среднего волочения с последующей термообработкой и нанесением бронзового покрытия на ее поверхность на специальном агрегате бронзирования.
Получение проволоки РВД (RML) требуемого размера завершается стадией тонкого волочения передельной латунированной проволоки. Готовая продукция подвергается испытаниям и контролю качества на линии инспекции, сортировке и формированию товарных партий. После упаковки продукция отгружается на склад.
Производственные возможности сталепроволочных цехов позволяют изготавливать 75 конструкций металлокорда, 20 типоразмеров бортовой проволоки и 45 типоразмеров проволоки РВД (RML). Кроме этого в состав номенклатуры выпускаемой продукции метизного производства входит проволока:
• сварочная (омедненная и неомедненная);
• пружинная;
• арматурная;
• спицевая;
• оцинкованная проволока для мюзле;
• гвоздевая;
• общестроительного назначения.
В настоящее время РУП «БМЗ» является одним из крупнейших производителей кордовой продукции на европейском континенте, успешно конкурирующим с такими мировыми лидерами в области производства армирующих материалов для шинной и резинотехнической промышленности как Bekaerf (Бельгия), Trefil Arbed (Люксембург), Gustav Wolf (Германия), Pirelli (Италия).
Высокое качество и конкурентоспособность кордовой продукции наиболее зримо подтверждаются наименованием ее фирм-потребителей:
Goodуеаг (США-Люксембург), Мichelin (Франция), Continental (Германия), Соорег (США), Pirelli (Италия), Sumitomo (Япония), Aeroquip (США), Hiflex (Великобритания), Parker (США-Нидерланды), Manuli Rubber и Аlfa Gomma (Италия), Semperit (Австрия), а также шинные предприятия России и др.
С 1998 года РУП «БМЗ» занимает одно из ведущих положений на европейском рынке по поставке проволоки РВД (RML), а с 1999 года осуществляет крупные поставки этой продукции на рынок США.
Система качества
Успешно реализуются цели и задачи политики предприятия в области качества.
На заводе осуществлены необходимые мероприятия по международной и национальной сертификации, действующей с 1997 года, системы менеджмента качества (СМК) на соответствие их требованиям стандартам ЕN DIN ISO 9001:2000, ISO/TS
16949:2002, СТБ ИСО 9001-2001. Качество продукции металлургического производства, отвечающего требованиям национальных стандартов стран-покупателей, подтверждено сертификатами большинства государств ЕС и России.
Завод одним из первых промышленных предприятий республики сертифицировал СМК и стал лауреатом республиканской и отраслевой премий в области качества.
В 2001 и 2002 годах белорусский металлокорд, а в 2002 году и арматурный металлопрокат, были внесены в список «Лучшие товары» производственно-технического назначения на рынке России.
На заводе создана и функционирует служба директора по обеспечению качества, состоящая из трех структурных блоков:
• отдела технического контроля (ОТК);
• испытательных лабораторий завода (ЦЗЛ);
• отдела управления качества (ОУК).
Отдел главного метролога ОТК осуществляет круглосуточный контроль качества поступающего сырья и материалов и аттестацию пригодности их к использованию в технологическом процессе, текущий пооперационный контроль собственно технологического процесса производства, а также аттестацию получаемой товарной продукции, используя арсенал и технические возможности аккредитованных органами госстандарта испытательных лабораторий и центров завода.
Отдел управления качеством осуществляет мониторинг и анализ функционирования действующей на предприятии системы менеджмента качества, а также разрабатывает корректирующие мероприятия по повышению ее эффективности и организовывает их внедрение на практике через систему целевого обучения персонала и проведения внутренних аудитов.
Отдел главного метролога организует и осуществляет оснастку, поверку и компановку измерительных приборов, инструмента и оборудования, тем самым обеспечивает точность измерений при контроле и испытании продукции.
Охрана окружающей среды
По количеству антропогенных факторов, отрицательно воздействующих на среду обитания, металлургические заводы относятся к числу предприятий повышенного риска. Сознавая это, вопросам защиты окружающей среды, снижения вредных выбросов, утилизации отходов и вторичного вовлечения их в производство, а также улучшения условий работы и жизни трудящихся на заводе уделяется повышенное внимание. С этой целью на предприятии разработана экологическая политика и система управления окружающей средой. Успешно реализуются намеченные организационные и технические мероприятия. Как следствие, в первом квартале 2003 года система управления охраной окружающей среды была сертифицирована на соответствие ее требованиям международного и национального стандартов ISО 14001:1996; СТБ ИСО 14001.
Мониторинг эффективности функционирования системы управления охраной окружающей среды осуществляет специально созданная экологическая служба завода, имеющая в своем составе аккредитованную специализированную лабораторию. Экологоческая служба структурно входит в состав подразделения завода, к спектру деятельности которой относятся вопросы охраны труда и промышленной безопасности предприятия.
Раздел 4
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ В МАШИНОСТРОЕНИИ
4.1 Выбор материала и типа заготовки для деталей машин и приборов
Современные машины и приборы состоят из большого количества деталей, изготовленных из разнообразных материалов, которые значительно отличаются друг от друга химическим составом, физико-механическими и технологическими свойствами, внешним видом и стоимостью.
Значительная часть деталей машин изготавливается из металлов и сплавов, поскольку они должны иметь определенную прочность. К основным механическим свойствам металлов относятся: предел текучести, предел прочности, ударная вязкость, твердость. Предел текучести
– это растягивающее напряжение, при котором пластическая деформация начинает расти без увеличения нагрузки. Предел прочности
– это условное напряжение, получаемое делением максимальной нагрузки, выдерживаемой при растяжении образцом, на площадь его поперечного сечения. Твердость сплава
определяется путем вдавливания в поверхность изделия стального закаленного шарика, пирамиды или конуса с определенным усилием на соответствующих приборах. По величине отпечатка и определяется твердость металла. В зависимости от способа определения различают твердость по Бринеллю, по Виккерсу и Роквеллу. По Бринеллю твердость обозначают в единицах НВ, по Виккерсу - в единицах HV, по Роквеллу - в единицах HRA, HRB или для твердых металлов И сплавов в HRC. Например, максимальная твердость закаленной стали не превышает 65 IIRC, твердого сплава ВК15 - 80 HRC, алмаза - 90 HRC.
Технологические свойства металлов характеризуются в зависимости от способа обрабатываемости резанием, пластичностью, свариваемостью, упрочняемостыо, покаливаемостью, литейными свойствами.
Металлы и сплавы при одном и том же химсоставе могут иметь различное структурное строение в зависимости от применяемых методов и режимов термической и механической обработки. Различают макро- и микроструктуру. В частности, сталь после закалки имеет мелкозернистую микроструктуру.
Технологические свойства металлов и сплавов во многих случаях оказывают решающее влияние на выбор материала и вида заготовки. Известно, что некоторые марки стали относятся к так называемым труднообрабатываемым; для их обработки требуется обеспечить особые условия. Поэтому, несмотря на прекрасные прочностные показатели этих сталей, выбор падает на более технологичный в обработке материал.
Известно, что заготовки из металлов и сплавов поставляют в виде слитков, проката (блюмов, слябов, сортового профиля, груб, листов), прессованных и тянутых профилей. В настоящее время выпускаются десятки тысяч типоразмеров профилей из различных материалов. Выбор оптимального типа и вида заготовки часто является сложной задачей. Методика выбора заготовки основана на последовательном анализе следующих данных: прочности и твердости, эксплуатационной надежности материала; его способности выдерживать заданную температуру, обеспечивать требуемые показатели коэффициента трения, теплопроводности, электропроводности, коррозионной стойкости; показателей технологичности обработки; стоимости. Учитываются также требования, диктуемые необходимостью максимально возможной автоматизации подачи заготовок в зону обработки. При массовом изготовлении штампованных деталей из листа желательно заготовку иметь в виде ленты или листа, а при изготовлении гвоздей и мелких винтов и болтов - в виде бухты калиброванной проволоки. Использование длинномерных заготовок создает оптимальные условия для организации непрерывного технологического процесса металлообработки. Однако достаточно эффективно во многих производствах применяют и штучные заготовки, что объясняется более распространенным индивидуальным и серийным типом производства.
Штучные заготовки получают преимущественно из длинномерного проката посредством его разделения различными способами, которые могут быть отходными и безотходными. Предпочтение следует отдавать таким безотходным методам, как резка проката на ножницах, пресс-но жницах, в штампах, сущность которых состоит в пластическом смещении одной части заготовки относительно другой. К отходным способам относятся: газопламенная, электродуговая и плазменная резка, отделение заготовок с помощью зубчатых пил, фрез, резцов, абразивных дисков, пил трения, струи жидкости под высоким давлением и т. п.
При выборе способа разделения длинномерных металлических заготовок необходимо тщательно анализировать все положительные и отрицательные технологические, технические и экономические стороны. Например, при горячей резке проката на пресс-ножницах затраты энергии могут быть такие, что вся экономия металла несопоставима с огромными энергетическими потерями. Может быть более выгодна резка заготовок на ленточных пилах, где затраты энергии в 5-8 раз ниже. Кроме того, это оборудование более дешевое и занимает меньшую площадь.
4.2 Технологические процессы, применяемые в заготовительном производстве машиностроительного предприятия
Заготовительное производство машиностроительного предприятия с полным производственным циклом обычно включает заготовительно-раскройный, калибровочный, кузнечный, штамповочный, прессовый, сварочный и литейные цехи, которые изготавливают заготовки из различных металлов и сплавов.
Заготовительно-раскройный цех в качестве исходных заготовок использует преимущественно прокат различного сортамента (листы, прутки, трубы, предварительно профилированные на металлургическом заводе заготовки), литые и кованые заготовки. Раскрой заготовок осуществляют с помощью отходных и безотходных способов. Так, при раскрое толстых листов используется газоплазменная и электродуговая резка, в последнее время применяют и лазерную резку. Тонкие листы обрабатывают на механических ножницах, в том числе эффективно используют роликовые ножницы для получения ленты или узкой полосы. Исходный лист поступает с металлургического предприятия или в виде нарезанных карточек, или в виде рулонов весом до 16 т. В последнем случае для раскроя таких рулонов требуется специальное оборудование.
Металлические прутки режут на штучные заготовки на пресс-ножницах в холодном или подогретом состоянии, ломают на холодноло-мах, для чего используют мощные гидравлические или механические прессы. Часто используют для резки дисковые, нажовочные и ленточные зубчатые пилы, установленные в специальных станках. Для резки твердых заготовок могут быть использованы и абразивные тонкие круги. В специальных случаях применяют пилы третий, анодно-механическую или электроискровую резку, можно эффективно использовать и элетродуговую резку с помощью вращающегося диска-электрода. При значительных объемах производства можно успешно использовать для безотходной резки винтовую прокатку, при этом дополнительно и калибровать по обьему заготовки.
Калибровка заготовок перед дальнейшей обработкой производится на волочильных и прокатных станах, которые де'формируют материал в холодном состоянии. Технологические процессжл калибровки экономически оправданны при массовом производстве.
Значительное количество заготовок производится в кузнечном и штамповочном производствах способами ковки и штамповки. Эти заготовки отличаются высоким качеством при экономно тм использовании материалов. Ковка эффективна в индивидуальном и серийном производстве, штамповка поковок – в массовом производстве.
Листоштамповочное производство изготавливает огромное количество заготовок, которые при минимальных трудозатратах превращают в готовые детали. В массовом производстве этот способ изготовления заготовок является самым эффективным и широко распространенным.
Литые заготовки получают различными методами в чугунолитейном и сталелитейном цехах, а также в цехе цветного литья. Отличительной особенностью литья заготовок является достаточно высокая эффективность применения его при различном типе производства.
4.3 Технологические процессы листовой штамповки
Современное производство металлоизделий невозможно представить без применения технологических процессов листовой штамповки. Число деталей, изготавливаемых листовой штамповкой, во многих изделиях составляет не менее 60 %, при производстве товаров широкого потребления (посуда, фурнитура мебельная и строительная, электроизделия и т. п.) - 98, в автомобилях - 75, сельхозмашинах - 80, электродвигателях - 90 %.
В связи со спецификой листоштамповочного произв одства, связанной, прежде всего.с большим диапазоном производительности оборудования и габаритов штампуемых деталей (от миниатюрных до крупных штамповок), определение границ между типами производства затруднено. Наиболее полно характеризует тип производства на прессовом предприятии количество переналадок оборудования, осуществляемого при переходе на изготовление другой штамповки в течение смены, месяца, года, при этом еще необходимо учитывать габариты штамповок. В листоштамповочпом производстве штамповки в зависимости от размеров в плане, условно подразделяют на пять групп: 1 -
особо мелкие (до 90x90 мм), 2 - мелкие (от 90x90 до 300x300 мм), 3 -средние (от 300x300 до 500x500 мм), 4-крупные(от 500x500 до 1400x1400 мм), 5-особо крупные (более 1400х1400мм).
Размер единовременно запускаемой партии штамповок определяется производительностью оборудования, коэффициентом серийности, трудоемкостью изготовления штамповок и их габаритами, годовой программой. Производительность штамповочного комплекса зависит от времени установки материала и штампов, регулирования и наладки оборудования. Размер партии тем больше, чем больше время переналадки и чем меньше трудоемкость изготовления штамповки. Однако производство больших партий увеличивает складские заделы, требует четкой организации учета и хранения материалов, штампов, деталей и вспомогательных технологических устройств.
В качестве исходного материала в листоштамповочном производстве используют штучные листы, полосы, ленты. Чаще применяют многоштучные заготовки, что позволяет более рационально использовать материал, повысить уровень автоматизации, увеличить производительность.
При листовой штамповке применяют в качестве инструмента различной конструкции штампы, которые состоят из рабочих частей (матрицы и пуансона), непосредственно деформирующих листовую заготовку, монтажных деталей, направляющих втулок и колонок. Матрица и пуансон крепятся к нижней и верхней плитам, на которых монтируются все остальные детали штампа и механизмы (подачи, ориентации, фиксации и т. п.). Штамп является относительно дорогостоящей технологической оснасткой, поэтому может быть эффективно использован только при массовом или крупносерийном производстве.
Листоштамповочным оборудованием являются кривошипные прессы различных конструкции, усилия и размеров; могут быть использованы гидравлические и пневматические прессы, а также листоштамповочные автоматы.
4.4 Технологические процессы холодной объемной деформации металлов и сплавов
Холодная обработка металлических заготовок возможна в случаях, если пластичность материала достаточна для формоизменения заготовки и превращения ее в готовую деталь или полуфабрикат. Холодная деформация металлов и сплавов часто реализуется при высоких давлениях на поверхность инструмента (2000-2500 МПа), поэтому вторым ограничительным фактором является способность деформирующего инструмента выдерживать такие большие нагрузки при огромном количестве циклов. Преимущества холодной обработки металлов давлением заключаются в том, что можно только давлением получить на детали высокую точность (8-10-й квалитет точности) при низкой шероховатости поверхности (Ra-0,3-2,5 мкм). Кроме того, материал детали получает упрочнение за счет наклепа, уменьшается расход энергии в результате исключения операции нагрева заготовки и отсутствует окалина или окисел на ее поверхности.
Реализуется холодная обработка металлов давлением с помощью различных уже известных способов – прокатки, волочения, прессования, выдавливания, штамповки, высадки, раскатки, накатки, поверхностного упрочнения, ротационного и радиального обжатия заготовок, редуцирования, дорнования, вытяжки и т. п. При холодной обработке металлических сплавов требуется заготовки предварительно разупрочнить (отжечь), очистить поверхность от различного рода загрязнений, окислов, окалины, нанести на поверхность подсмазоч-ный слой (фосфатирование) и технологическую смазку для снижения контактного трения между инструметом и заготовкой. Несмотря на увеличение количества операций холодная обработка материалов давлением является весьма эффективным способом производства многих деталей и заготовок. В последнее десятилетие некоторые передовые предприятия автомобильной промышленности начали применять для холодной деформации микролегированные сплавы, которые относительно легко деформируются в холодном и горячем состоянии при небольшом сопротивлении деформированию, а требуемые прочностные свойства они приобретают после специальной термической обработки.
4.5 Технологические процессы обработки материалов резанием
Процесс обработки материалов резанием получил большое распространение во всех отраслях производства для формоизменения и придания соответствующих размеров заготовкам из различных материалов: дерева, природного камня, металлов и сплавов, пластмасс, стекла, керамических материалов. Сущность процесса заключается в том, что с помощью режущего инструмента с заготовки удаляют в определенных местах так называемый припуск, последовательно приближая ее форму и размеры к требуемым, превращая ее в готовое изделие. Обработку резанием можно производить вручную и с помощью станков. При ручной обработке в качестве инструмента используют зубчатую пилу (ножовку), стамеску и долото, топор, рубанок и фуганок, резец, сверло, рашпиль и напильник, зубило, надфиль, метчик и плашку, абразивный брусок или наждачную бумагу; при станочной обработке - резец, фрезу, ножовку, ленточную или дисковую зубчатую пилу, сверло, протяжку и долбяк, метчик и плашку, абразивный круг и др.
Преимуществом обработки материалов резанием является возможность получения геометрической формы точных размеров с низкой шероховатостью поверхности при различном типе производства. Резанием обрабатывают различные материалы, свойства которых лежат в широком диапазоне: это пластичные и хрупкие материалы, металлические и неметаллические, природные и искусственные, твердые и мягкие. В подавляющем большинстве случаев, чтобы обеспечить требуемую точность размеров и формы, расположения поверхностей детали, необходимо на заключительной стадии изготовления деталей применять обработку резанием. Выполненные при обработке размеры, форма и расположение поверхностей и их шероховатость определяют фактические зазоры и натяги в соединениях деталей машин и механизмов, влияющие на их качество, технические и экономические показатели продукции.
Для нормирования точности изготовления изделий установлены степени точности - квалитеты. Квалитет - это совокупность допусков, соответствующих одинаковой степени точности для номинальных размеров. В соответствии с действующим стандартом установлено 19 квалитетов точности: 01, 0, 1, 2, 3, ..., 17. Самый точный - 01, самый грубый – 17-й квалитет. Допуск квалитета обозначают буквами IT и цифрой квалитета. Поминальный размер – размер, который служит началом отсчета отклонения и относительно определяет предельные допустимые размеры (наибольший и наименьший). Допуск -это разница между наибольшим и наименьшим предельными размерами. На чертеже детали указывают номинальный размер и отклонения (верхнее и нижнее).
Для измерения и контроля размеров применяют мерительный инструмент и приборы. Простейшими и наиболее часто применяемыми инструментами являются: линейка, угломер, штангенциркуль, микрометр, глубиномер, нутромер, предназначенный для измерения внутренних размеров.
Шероховатость поверхности – это совокупность неровностей, образующих рельеф поверхности детали или заготовки, рассматриваемый в пределах базовой длины. Для численного определения величины шероховатости поверхности используют базовую линию, кото-ран представляет собой среднюю линию профиля неровностей, относительно которой рассматривают и измеряют высоту выступов и глубину впадин. Для характеристики шероховатости часто используют параметр Ra - среднее арифметическое отклонение профиля в пределах базовой длины. Величина Ra может быть в пределах от 0,008 до 100 мкм; наименьшее значение шероховатости можно получить при полировке, наибольшее - при строгании. При измерении шероховатости грубо обработанных поверхностей применяют параметр Rz - сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины. Величина Rz может лежать в пределах от 0,025 до 1600 мкм.
Параметры шероховатости поверхности измеряют контактными методами с помощью щуповых приборов (профилографы, профилометры),
приборов светового сечения, теневого сечения, растровых микроскопов, микроинтерферометров.
Наибольшее распространение получили следующие способы обработки материалов резанием: точение и растачивание, фрезерование, сверление, строгание, шлифование, протягивание, нарезка внутренней и внешней резьбы, полирование. Для выполнения рабочих операций обработки резанием применяют универсальное (токарный, фрезерный или сверлильный станок), специализированное (долбежный станок) и специальное (резьбошлифовальный или зубофрсзерный станок) оборудование.
Для изготовления металлоизделий резанием чаще всего используются штучные заготовки, которые получают в заготовительных цехах (литейных, кузнечных, штамповочных), или разделением сортовых профилей. На автоматах используют многоштучные заготовки в виде прутков, труб, бухты проволоки, которые подаются на рабочее место в состоянии поставки из металлургического предприятия. Часто обработка резанием деталей машин протекает в два этапа: обработка до операций металлоупрочнения (закалка, улучшение, хромирование) и абразивная обработка, с помощью которой достигают требуемой точности размеров и шероховатости поверхности.
Качество и производительность обработки материалов резанием во многом зависят от применяемого инструмента, материала конструкции режущей кромки резца, фрезы, сверла. Известно, что наивысшее качество обработки поверхностей обеспечивают твердосплавные, керамические и алмазные инструменты.
4.6 Технологические процессы упрочнения м ста л л ои зд ел и и
Для придания металлоизделиям соответствующих механических свойств (необходимой твердости поверхности и механической прочности) после литья, сварки, пластической деформации и обработки резанием применяют различные способы металлоупрочнения. В настоящее время практически все металлоизделия подвергаются соответствующему упрочнению, что повышает срок их эксплуатации и надежность в десятки и даже в сотни раз. Без применении техпроцессов упрочнения металлоизделий немыслимо производство таких изделий, как автомобили, самолеты, двигатели различного назначения, сельхозмашины, горнодобывающая техника и дорожные машины.
Способы металлоупрочнения разнообразны, и каждый из них эффективен только для определенных сплавов, форм, размерив и габаритов изделий и условий их работы. Так,
объемная закалка используется преимущественно для упрочнения большинства стальных деталей относительно небольших размеров, поверхностная закалка токами высокой частоты хорошо себя зарекомендовала для обработки массивных деталей, но может быть успешно использована и для мелких заготовок, для которых важна высокая твердость на поверхности (валы, оси, зубчатые колеса и шестерни). Малоуглеродистые стали можно упрочнить или пластической холодной деформацией, или химикотермической обработкой.
Основные способы упрочнения металлоизделий следующие: термообработка (закалка, улучшение), химико-термическая обработка, термомеханическая обработка, холодная пластическая деформация, диффузионное насыщение поверхности металлоизделия высокопрочными и износостойкими элементами, наплавление и напыление, лазерное упрочнение, плакирование поверхности изделия высокопрочными сплавами, армирование сплава изделия прочными элементами (усами углерода), изготовление изделий из композиционных материалов (биметаллов, триметаллов и многослойных заготовок).
Термообработка металлоизделий наиболее часто применяется при производстве самых различных изделий: режущего и слесарно-монтаж-ного инструмента, штампов и прессформ, деталей двигателя и ходовой части транспортных средств, сельскохозяйственного инвентаря, деталей бытовой техники и т. д. Сущность одного из видов термообработки (закалки) заключается в том, что заготовку нагревают по определенному режиму до температуры структурных изменений (для стали – 800 - 920 °С), – затем резко охлаждают в минеральном масле, в воде или в струе холодного воздуха, фиксируя тем самым структуру металла, которая обеспечивает требуемую твердость. При этом нагрев заготовки может осуществляться не обязательно по всему объему, в некоторых случаях целесообразно нагревать и закаливать только поверхностные слои (на глубину от 0,5 до 15 мм). Это можно реализовать с помощью токов высокой частоты, применяя индукционный метод электронагрева. После закалки обязателен отпуск, который снимает термические напряжения в объеме заготовки. Температура нагрева при отпуске зависит от марки стали и требуемых в соответствии с чертежом значений твердости. Обычно температура отпуска стальных изделий лежит в пределах от 150 до 4000
С. После закалки твердость стали составляет 45-65 HRC. Природа углеродистой конструкционной и легированной стали не позволяет получить твердость выше 65 HRC.
Твердые сплавы могут иметь твердость до 87 HRC, естественный алмаз - 90 HRC.
Улучшение стали предусматривает закалку и последующий высокий отпуск (550650 °С). Этому виду термообработки подвергают крепежные детали (винты, болты, гайки, саморезы и т. д.), валы, оси, рычаги и т. п.
Для нагрева заготовок используют пламенные печи, расплавы солей, электронагрев, в том числе и индукционные установки.
Холодная пластическая деформация сопровождается наклепом материала, в результате которого прочность возрастает в некоторых случаях в несколько раз. Это явление эффективно используется при изготовлении изделий из листов, например деталей кузова легкового автомобиля. Одним из вариантов этого вида упрочнения является поверхностная пластическая деформация, с помощью которой производят упрочнение валов, деталей подшипников качения, пружин, торсиопов и т. д. Эту обработку производят на завершающей стадии изготовления деталей, после закалки и шлифовки. Наклеп выполняют в тонком поверхностном слое толщиной несколько микрометров, что позволяет повысить усталостную прочность деталей в десятки раз.
Сочетание горячей пластической деформации и термообработки носит наименование термомеханической обработки
(ТМО), причем различают высокотемпературную термомеханическую обработку (ВТМО) и низкотемпературную (НТМО). ТМО преимущественно применяется при изготовлении поковок ответственного назначения и позволяет повысить прочность некоторых деталей в 1,2-1,8 раза.
Химико-термическая обработка
заготовок заключается в поверхностном диффузионном насыщении определенными химическими элементами, которые при последующей термообработке придают изделию высокую твердость и износостойкость. Наиболее часто в промышленности применяются цементация, азотирование, нитроцементация, борирование. Технологический процесс выполняют в среде газового или твердого карбюризатора при обязательном нагреве и выдержке заготовок при высокой температуре в специальных печах. Глубина насыщения зависит от температуры нагрева, времени выдержки и от карбюризатора, составляет обычно 0,2-1,5 мм. Этот процесс позволяет получить вязкую сердцевшгу и твердую поверхность детали, что в некоторых случаях весьма желательно.
Технологические процессы наплавки и напыления
Наплавка -
это одна из разновидностей сварки, сущность которой заключается в нанесении слоя заданного состава на поверхность изделия. Наплавку применяют для восстановления и упрочнения деталей инструмента, штамповой и литейной оснастки, машин и оборудования. С помощью наплавки создают биметаллическое изделие, у которого выгодно сочетаются свойства основного и наплавленного материалов. Нанесенное наплавкой покрытие обладает необходимым комплексом свойств: высокой твердостью и износостойкостью, термостойкостью, кислотоупорностью и коррозионной стойкостью. Номенклатура наплавляемых деталей разнообразна по массе, форме, габаритам, материалам и условиям работы, что является основанием существования различных способов наплавки. Например, для наплавки автомобильных клапанов двигателей внутреннего сгорания используют плазменную наплавку, конусы и чаши загрузочных устройств доменных печей наплавляют дуговым способом самозащитными порошковыми лентами; шарошки буровых долот наставляют индукционным способом; лопатки вентиляторов упрочняют газопламенным напылением. Таким образом, наплавка может быть осуществлена многими способами, в основу классификации которых положены физические, технические и технологические признаки. Различают дуговую, газовую, электрошлаковую, плазменную, индукционную наплавки.
Дуговая наплавка заключается в том, что под действием высокой температуры электрической дуги, горящей между электродом и изделием, электродный и основной металлы расплавляются, создавая на поверхности изделия ванну, которая затем застывает, образуя наплавленный валик. Различают ручную и автоматизированную дуговую наплавку. При ручной наплавке требуется высокая квалификация электросварщика. Главные параметры режима ручной наплавки: сила тока, напряжение на дуге и скорость наплавки, тип электрода выбирают в зависимости от химсостава сплава, который необходимо наплавить. Автоматическая или механизированная электродугован наплавка под слоем флюса имеет существенные преимущества: высокое качество наплавленного валика, незначительные потери электродного материала, высокая производительность и более безопасные условия работы.
Наплавку самозащитными проволоками и лентами открытой дугой в атмосфере воздуха широко применяют в связи с тем, что можно достичь при оптимальных затратах высокого качества и производительности.
Плазменная наплавка позволяет обеспечить малую глубину про-плавления основного металла, возможность наплавки тонких слоев, высокое качество наплавления тугоплавких сплавов за счет высокой температуры плазмы (до 50 000 "С).
Газовую наплавку
применяют в дорожном строительстве, в сельском хозяйстве для упрочнения и восстановления деталей машин. Расплавление присадочного материала осуществляется за счет теплоты, выделяемого при сжигании температура пламени составляет 3150 0
С.
Электрошлаковая наплавка
имеет значительные преимущества перед другими способами: возможность наплавки слоев значительных по площади и по толщине при высокой производительности и меньшем расходе электроэнергии (в 1,5-2 раза) и флюса (в 20 раз), получения высокого качества наплавленного слоя.
Индукционная наплавка
заключается в том, что расплавление основного и присадочного материала производят за счет теплового действия индуктируемого тока. Для этого над наплавляемой поверхностью размещают водоохлаждаемый индуктор, по которому протекает ток высокой частоты, создающий переменное магнитное поле, которое возбуждает в поверхности вихревые токи, которые к.
оплавляют материал. Преимущества индукционной наплавки: возможность получения минимального проплавления и высокая производительность.
4.7 Коррозия металлов и технологические процессы нанесения металлических и неметаллических покрытий
Коррозией
металлов называют процесс разрушения металлических материалов вследствие их физико-химического взаимодействия с окружающей средой. Примеров порчи металлоизделий вследствие коррозии достаточно много: коррозия морских и речных судов, трубопроводов, металлических мостов и переходов, коммуникаций, автомобилей, вагонов, сельскохозяйственных машин и т. д. В настоящее время общепризнано, что в результате коррозии примерно треть производимого в мире металла идет на восполнение коррозионных потерь, причем только две трети корродированного металла регенерируется. Однако основной вред от коррозии связан с выходом из строя дорогостоящего оборудования, в себестоимости которого стоимость металлов и сплавов незначительна, кроме того, огромные убытки приносят аварии сооружений и устройств из-за коррозии. В промышленно развитых странах убытки от коррозии составляют около 8 % национального дохода. В нашей республике около 500 тыс. тонн стали в год уходит на компенсацию потерь от коррозии, в США общие убытки, причиняемые коррозией, превышают 70 млрд долл. в год. Это указывает на огромную важность совершенствования технологических процессов защиты металлов и сплавов от коррозии.
По характеру разрушения коррозия бывает общая (сплошная), неравномерная, местная, сквозная, межкристаллитная, В зависимости от механизма протекания процесса различают химическую и электрохимическую коррозию; по условиям протекания бывает коррозия газовая, атмосферная, в электролитах и др. Наиболее распространенной коррозией является газовая, происходящая в газах при высокой температуре при выполнении различных технологических процессов (нагрев перед прокаткой, ковкой или штамповкой, при термообработке и т. д.).
Защита металла от коррозии должна выполняться в зависимости от ее природы, рода материала, условий, экономической целесообразности. Она может быть выполнена в виде защитных покрытий, применением защитных атмосфер, плакированием поверхности коррозионно-стойким материалом, химической обработкой и т. д.
Покрытие поверхности изделий из металлов и сплавов позволяет, с одной стороны, защитить поверхность от неблагоприятного воздействия внешней среды (коррозия, высокая температура, повышенная влажность) и, с другой стороны, улучшить внешний вид изделия и повысить его техническую характеристику (уменьшить контактное трение, износ поверхности, расширить интервал оптимальных температур работы и т. п.). По выполняемым функциям покрытия подразделяют на защитные, защитно-декоративные, декоративные и специальные. По роду наносимого материала - на металлические, неметаллические неорганические, неметаллические полимерные и лакокрасочные. Покрытия также классифицируют по способу получения, функциональным и декоративным свойствам, способу дополнительной обработки, условиям эксплуатации. Условное обозначение покрытий записывается в следующем порядке; способ обработки основного металла под покрытие; способ получения покрытия; толщина; материал; функциональные или декоративные свойства; дополнительная обработка покрытия.
Нанесение покрытия всегда изменяет размеры деталей, что обязательно должно учитываться в описании технологического процесса. Материал детали может изменять свои свойства в процессе нанесения покрытия, при нанесении диффузионных покрытий на деталь воздействуют высокие температуры, которые вызывают структурные изменения в материале детали.
Для получения качественного покрытия необходима тщательная подготовка поверхности изделия под покрытие. Все подготовительные операции осуществляют только механическими (шлифование, полирование, галтовка, пескоструйная и дробеструйная обработка) и химическими (обезжиривание травление, промывка, активация, фосфатирование и т. д.) способами. Металлические покрытия наносят погружением в расплавленный металл, электроосаждением, химическим восстановлением, напылением, термодиффузией, осаждением в вакууме, плакированием.
Погружение в расплавленный металл -
это простой и экономически целесообразный способ, он предполагает очистку поверхности металлоизделия от загрязнений и последующее окунание в расплав цинка, олова, свинца, алюминия. Химические и электрохимические покрытая
Химические покрытия получают в специальных растворах с пропусканием или без пропускания электрического тока. К таким покрытиям относятся: цинкование, кадмирование, хромирование, никелирование, алютирование, меднение и т. д. К особому технологическому способу следует отнести фосфатирование, которое применяют для повышения коррозионной стойкости металлоизделий и адгезии других материалов. Фосфатная пленка является наилучшим грунтом под многие лакокрасочные покрытия,она устойчива к топливам, маслам, бензину, многим газам.
Оксидирование -
это процесс получения оксидных пленок на поверхности металлоизделий, его получают химическим, термическим и термохимическим способами. Например, оксидирование черных металлов возможно: обработкой в растворе каустической соды и натриевой селитры; погружением нагретых на воздухе до температуры 450-500 0
С деталей в льняное масло (воронение); погружением в расплав натриевой селитры; обработкой горячим воздухом или перегретым паром. Образующаяся при этом окисная пленка имеет обычно состав Fe3
O4
и толщину от 0,6 до 10 мкм.
Покрытиеблагородными металлами.
Гальванические покрытия благородными металлами (серебром, золотом, платиной) применяют часто в электронном приборостроении для защиты контактов от окисления и повышения их износостойкости. Диффузионные покрытия
Диффузионные покрытия по назначению подразделяют на корро-шонно-стойкие, износостойкие, жаростойкие, пленки-смазки, декоративные и с особыми электрическими свойствами. Их наносят как на металлические поверхности, так и на неметаллические изделия. Наиболее распространенными диффузионными покрытиями являются: цементация, азотирование, борирование, си лидирование, алитирование, хромирование, сулъфоцинковаиие и цианирование.
Цементация -
это процесс поверхностного насыщения стали углеродом, при этом повышается твердость и износостойкость поверхности детали. Цементация происходит при нагреве обрабатываемых заготовок до определенных температур в среде твердого, жидкого или газообразного карбюризатора.
Хромирование -
это насыщение поверхности металлоизделия хромом для ковышения коррозионной стойкости, твердости и износостойкости. Процесс обычно ведут при температуре 1000-1050 °С.
Алитирование -
это насыщение поверхности стали алюминием, процесс ведут при температуре 900-1050 0
С. Поверхность приобретает свойства высокой коррозионной стойкости и повышенной окали-ностойкости, кроме того, улучшается внешний вид изделий. Широко используется при изготовлении метизов и слесари о-монтажного инструмента, деталей машин.
Лакокрасочные покрытия
Это наиболее распространенный способ защиты металлических и неметаллических поверхностей от воздействия внешней среды, получения хороших декоративных свойств. Нанесением лакокрасочных покрытий можно придать поверхности изделия особые свойства (повышенное электрическое сопротивление, теплостойкость, способность к флюоресценции и т. д.). Все лакокрасочные покрытия делят на 9 групп по назначению и условиям эксплуатации: атмосферостойкие, ограниченно атмосферостойкие, консервационные, водостойкие, специальные, маслобензостойкие, химически стойкие, термостойкие, электроизоляционные. К технологическим лакокрасочным процессам относят грунтовку, шпатлевку и окраску, к материалам - соответственно грунтовку, шпатлевку, краски, лаки, эмали, порошковые краски. Грунтовку применяют для повышения адгезии покрытия с поверхностью изделия, шпатлевку - для выравнивания поверхности. Краска - суспензия пигмента с наполнителями в олифе, масле. Лак - раствор пленкообразующего вещества в органическом растворителе или воде. Эмаль - суспензия пигмента с наполнителями в лаке. По внешнему виду лакокрасочные материалы (Л КМ) делят на 7 классов (высокоглянцевые, глянцевые, полуглянцевые, полуматовые, матовые, глубокоматовые). По химическому составу ЛКМ
подразделяют на алкидные, алкидостирольные, меламиноалкидные, эпоксидные, полиуретаиовые и др. Каждому ЛКМ
соответствует буквенно-цифровое обозначение.
ЛКМ
на поверхность изделия наносят с помощью кисти, валиков, окунанием, распылителей различного принципа действия (пневматические, электромагнитные, механические, электроосаждение и т. д.). С точки зрения установления эффективности каждого из названных способов, сложно получить общую методику выбора наиболее целесообразного метода покрытия, все зависит от конкретных производственных условий и возможностей. Основным методом, применяемым в массовом производстве, является метод подачи краски под давлением к пистолету-распылителю. При этом тонкая струя краски, выходящая из распылителя, измельчается током сжатого воздуха, поступающего через отверстие в головке распылителя. Наиболее прогрессивен способ распыления в электро ста гическом поле, где мельчайшие капельки краски приобретают заряд и притягиваются к поверхности окрашиваемого изделия.
После нанесения слоя краски на изделие должны быть созданы условия качественного формирования затвердевающей крлски на поверхности. Хорошие результаты достигнуты при горячем методе сушки в специальных камерах, где добиваются высокого качества лакокрасочного покрытия, значительной производительности и минимального загрязнения окружающей среды. Примерно так же осуществляется процесс эмалирования посуды и других металлоизделий, но при этом расплавление и отвердевание эмали происходит при достаточно высокой температуре нагрева (650-850 °С).
4.8 Технологические процессы сборки изделий машиностроения
Сборочный чертеж является основным исходным документом, по которому разрабатывается последующий технологический процесс сборки металлоизделия. Сборочный чертеж должен содержать: необходимые проекции, разрезы и сечения; спецификацию элементов изделия; размеры, выдерживаемые при сборке; посадки в сопряжениях; данные о массе изделия и его составных частей. В технических условиях указывают точность сборки, качество сопряжений, их герметичность, жесткость стыков, моменты затяжки резьбовых соединений, точность балансировки, методы выполнения соединений, последовательность сборки, методы контроля и другие сведения.
Изучение собираемого изделия завершается составлением технологических схем общей и узловой сборки. Эти схемы, являясь первым этапом разработки техпроцесса, в наглядной форме отражают маршрут сборки изделия и его составных частей. При определении последовательности сборки анализируют размерные цепи изделия, сборку начинают с наиболее сложной и ответственной цепи. Последовательность сборки четко отражается в технологической карте (схеме). Если цепи равноценны по точности, то сборку начинают с более сложной цепи. На последовательность сборки влияют: функциональная взаимосвязь элементов изделия, конструкция базовых элементов, условия монтажа, установка легкоповреждаемых элементов в конце сборки, размеры и масса присоединяемых элементов, а также степень взаимозаменяемости элементов изделия.
По разработанным технологическим схемам узловой и обшей сборки определяют технологические сборочные операции. Содержание операций сборки устанавливают так, чтобы на каждом рабочем месте выполнялась однородная и законченная работа, что способствует специализации сборщиков, повышению качества и производительности их труда. Затем определяют темп общей и узловой сборки, по которому устанавливают тип производства.
Маршрутная технология включает установление последовательности и содержания технологических операций, в том числе и вспомогательных. На этапе разработки маршрутной технологии нормы времени выполнения операций назначают на все операции технологического процесса после выявления их структуры и содержания. Для серийного производства при нормировании используют укрупненные нормативы, для массового - проводят детальный расчет.
При сборке изделии применяют разъемные и неразъемные соединения. Разъемные соединении допускают разборку без повреждения сопрягаемых деталей. К ним относят: резьбовые, клиновые, штифтовые, шпицевые, шпоночные и профильные соединения, а также соединения с помощью упругих элементов (стопорных колец). К неразъемным соединениям относят соединения, полученные сваркой, пайкой, клепкой, прессованием, развальцовкой, отбортовкой, склеиванием.
Резьбовые
соединения весьма распространены в машиностроении. Их выполняют, применяя крепежные детали (болты, винты, шурупы, гайки, резьбовые шпильки); иногда резьбу выполняют непосредственно на самой детали. Болтовое и винтовое соединение как наиболее простое особенно часто применяется при массовом и крупносерийном производстве, так как возможно эффективно использовать современные средства механизации и автоматизации. Требуемая затяжка резьбовых соединений может быть легко обеспечена, что во многих случаях весьма важно (для обеспечения герметичности соединений, предотвращения самоотвинчивания). Для ограничения крутящего момента при ручной затяжке резьбового соединения применяют предельные и динамометрические ключи. При использовании электрических и пневматических гайковертов заданный момент затяжки обеспечивают муфты тарирования, реле тока, самоостановкой двигателя в конце затяжки.
Штифтовые
соединения применяют для точной фиксации сопрягаемых деталей между собой, а иногда и для передачи сдвигающих сил перпендикулярно к их оси.
Шпоночные и шлицевые соединения используют для передачи крутящего момента, например от электродвигателя к входному валу редуктора. Шлицевые соединения целесообразно применять в массовом производстве, они более надежны и с их помощью можно передавать большие крутящие моменты. Однако их изготовление требует специального инструмента и соответствующего оборудования. Профильные соединения имеют преимущества по сравнению со шпоночным: они обеспечивают хорошее центрирование деталей, не имеют острых углов и резких переходов сечения, что желательно при термообработке.
Для получения прочных, герметичных и имеющих небольшие габариты соединений часто целесообразно применять такие виды неразъемных соединений, как пайка
и сварка.
Пайка получила широкое распространение в радиоэлектронной промышленности, при сборке трубопроводов из цветных металлов и сплавов, при соединении твердосплавных, керамических и алмазных элементов инструмента с державками и оправками и т. д. Сварка наиболее часто используется в автостроении (электроконтактная и электродуговая), при производстве металлоконструкций в строительстве, в машиностроении, металлоизделий бытового назначения и т. д. Электросварка незаменима при изготовлении большегабаритных металлоконструкций (станины оборудования, емкости для хранения газа и жидкости, трубопроводы, мосты и т.
п.). Технологические процессы выполнения таких сварных соединений должны быть достаточно глубоко проработаны, требуют строгого выполнения технологических параметров, что часто может быть обеспечено только при высоком уровне автоматизации сварочных работ.
Раздел 5
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ В МАШИНОСТРОЕНИИ
5.1 Основные понятия
Предпосылками механизации и автоматизации являются: необходимость повышения качества и производительности работы, снижение фшичсских и нервных нагрузок на работника, улучшение усло-вий работы.
Под механизацией
технологических процессов понимают применение энергии неживой природы при выполнении технологических операций, полностью управляемых людьми, осуществляемое в целях сокращения трудовых затрат, улучшения условий труда и повышения производительности. Механизация направлена на перевод отдельных ручных операций обработки изделий или других вспомогательных операций на обслуживание устройствами, управляемыми операторами. При механизации функции рабочего сводятся только к управлению работой, контролю качества и регулированию инструмента и оборудования.
Под автоматизацией технологических процессов понимают применение энергии неживой природы для выполнения этих процессов или их составных частей и управления ими без непосредственного участия людей, осуществляемое с целью повышения качества выполнения операций и производительности, сокращение затрат ресурсов, улучшения условий труда, повышения качества производимых изделий. При автоматизации человек освобождается от непосредсч венного выполнения функций управления технологическими процессами. Эти функции передаются специальным управляющим устройствам. Роль работника сводится к наблюдению и контролю за работой технологического инструмента и оборудования, их наладке, к включению и выключению станка, автомата, линии, смене инструмента и его наладке.
Различают следующие виды механизации и автоматизации: первичная и вторичная, частичная и полная, единичная и комплексная.
Под первичной .механизацией
или автоматизацией
понимают механизацию или автоматизацию техпроцессов, в которых до их проведения использовалась только энергия человека. Вторичная - когда до их проведения использовалась также и энергия неживой природы.
Под частичной механизацией
или автоматизацией
понимают такие действия, при которых часть затрат энергии людей заменена затратами энергии неживой природы. При полной механизации и автоматизации затраты энергии людей полностью заменены затратами энергии неживой природы,
Единичная механизация
или автоматизация -
это частичная или полная механизация или автоматизация одной составной части техпроцесса, исключая управление комплекса. При комплексной механизации или автоматизации осуществляют частичную или полную механизацию или автоматизацию двух или более первичных составных частей техпроцесса.
5.2 Технологические предпосылки механизации и автоматизации
Технологические предпосылки
автоматизации требуют определенной технологической подготовки, которая включает унификацию и типизацию технологических процессов, технологической оснастки и оборудования, стандартизацию и нормализацию конструкций выпускаемых изделий с целью разработки групповых техпроцессов, повышения уровня технологичности.
Техническая и экономическая эффективность внедрения средств автоматизации и механизации зависит от уровня технологической подготовки и организации производства, стабильности качества сырья, материалов, технологических параметров.
Основное условие автоматизируе.иости технологических
процессов - поточность изготовления изделий, типизация и интенсификация технологических процессов, а также соответствие методов автоматизации характеру производства.
Поточность
производства изделия - это последовательное расположение рабочих позиций инструмента для выполнения операций в соответствии с принятым технологическим процессом. Такое расположение рабочих позиций исключает встречное движение средств механизации или автоматизации при перемещении предмета труда и сокращает протяженность пути и времени.
Типизация и унификация
применяемых технологических процессов позволяют значительно сократить номенклатуру технологического инструмента и оборудования, упорядочить число технологических операций и переходов. Типизация технологических процессов - это группирование обрабатываемых изделий по общим технологическим признакам: общности формы, размеров, свойств, параметров техпроцесса.
В условиях серийного и даже крупносерийного производства решить проблему эффективной автоматизации без типизации невозможно из-за низкой загрузки оборудования, частой его переналадки. Применение типовых унифицированных процессов создает возможность для разработки типовых загрузочных устройств, существенного сокращения их количества и соответственно затрат при проектировании и изготовлении.
Концентрация операций в результате их объединения в одном технологическом устройстве позволяет сократить число промежуточных операций, например многократного закрепления и ориентации заготовки в пространстве. Концентрация и интенсификация технологических процессов не должна влиять на их устойчивость. Техпроцесс считается устойчивым, если допустимые технологическими условиями колебания параметров (физико-механических, химических, пластических свойств материала, температурного интервала обработки, износа инструмента, контактного трения, давления и т. п.) не вызывают нарушений хода технологического процесса. Для устойчивости технологического процесса следует его проводить при оптимально стабильных параметрах составляющих его элементов. При использовании средств автоматизации часто приходится ужесточать требования к стабильности свойств, размерам, точности формы заготовки, технологическим параметрам. Это особенно важно при создании автоматических линий, так как остановка лишь одного загрузочного или передающего устройства приводит к простою дорогостоящего оборудования линии.
5.3 Структура средств автоматизации и механизации
Производство характеризуется большим разнообразием применяемых материалов, их свойств, видов заготовок (штучная, много-штучная, непрерывная лента, проволока, полоса и т. п.), условиями их обработки (холодная, горячая, в вакууме, под избыточным давлением), характером технологических операций (нагрев, охлаждение, разделение, помол, прессование, пластическое формоизменение, разрушение и т. п.), числом операций, выполняемых на технопогическом оборудовании. Каждая из этих особенностей накладывает свои требования на структуру (состав), принцип действия и конструкцию применяемых средств автоматизации. Вместе с тем основные элементы этих средств могут быть объединены в группы в соответствии с общими признаками. Например, средство автоматизации технологического процесса штамповки включает устройство для загрузки и ориентации заготовок (УОЗ), устройство для подачи заготовок (УПЗ), устройство для межоперационного транспортирования заготовок (УМТ), устройство для удаления деталей (УУД), устройство для удаления отходов (УУО), устройство для складирования деталей (УСД), устройство для механизации процесса смены штамповой оснастки (УСШ). Надежная и безаварийная работа средств автоматизации поддерживается контрольно-блокирующим устройством (КБУ), в функции которого входят контроль правильности положения заготовки и последовательности выполнения устройствами автоматизации движения.
Средства автоматизации и механизации но выполняемым технологическим функциям обычно подразделяют на автоматизирующие и механизирующие основные технологические операции и вспомогательные операции. В зависимости от вида исходной заготовки средства механизации и автоматизации основных технологических операций разделяют на средства, работающие от штучной заготовки или непрерывной заготовки. Общность устройств первого типа заключается в том, что необходимо непрерывно осуществлять процесс ориентации, фиксации и подачи штучных заготовок в зону обработки. При этом повышаются требования к ориентации, контролю правильности положения заготовки и блокированию технологического оборудования.
5.4 Методы автоматизации технологических процессов
Принципиальные идеи автоматизации, практические и конструктивные пути ее воплощения зависят от характера производства. Автоматизация техпроцессов развивается либо путем оснащения средствами автоматизации универсальных машин, либо путем создания специального или специализированного автоматического оборудования. В серийном и крупносерийном производстве целесообразно создание и применение переналаживаемых линий на базе универсального оборудования. Специальное или специализированное оборудование применяется главным образом в массовом произнодствс. Например, одно- или многопозиционные прессы-автоматы, горяче- и холодноштамповочные прессы-автоматы.
Принципиально новый подход к решению проблемы автоматизации, главным образом в мелкосерийном и серийном производстве – это оснащение технологических машин системами программного управления, создание обрабатывающих центров с управлением от ЭВМ. Широкие возможности открывает применение в производстве промышленных роботов, так как это позволяет автоматизировать технологические процессы, которые традиционными средствами трудно осуществить; обеспечить быструю и простую переналадку на новый технологический процесс, что способствует гибкости производства; создает условия дня организации комплексно автоматизированных участков и цехов; повысить качество продукции и объемы ее выпуска; изменить условия труда работающих за счет освобождения их от монотонного, тяжелого, неквалифицированного и опасного труда; сократить номенклатуру средств автоматизации, затраты на их разработку и сроки их внедрения.
5.5 Приводы средств автоматизации и механизации
Привод -
одна из основных частей любого средства автоматизации и механизации. Под приводом понимается система, состоящая из двигателя и преобразующего механизма, который служит для передачи энергии от двигателя к рабочему органу. Приводы должны обладать определенными свойствами: плавностью разгона и торможения; быстродействием; малой инерционностью; высоким коэффициентом полезного действия.
В зависимости от типа двигателя приводы делятся на электрические, пневматические, гидравлические, комбинированные, двигатели внутреннего сгорания, турбодвигатели.
Наибольшее распространение в промышленности получил электропривод. Используются электродвигатели различного типа: постоянного и переменного тока, синхронные и асинхронные, шаговые, высокомомснтные и т. д. Большие перспективы имеют гидроприводы, которые могут быть изготовлены в виде гидромоторов, гидроцилиндров и гидрокамер. Они отличаются высокой мощностью, плавностью разгона и торможения, относительно небольшими габаритами. В зависимости от назначения приводы разделяются на силовые и приводы перемещения. Силовые приводы после завершения перемещения рабочего органа создают на нем заданное усилие (крутящий момент). Например, привод перемещения тележки манипулятора кинематический, а привод захвата руки манипулятора - силовой.
Принято различать приводы индивидуальные
и групповые, одиодви-гателыале
и многодвигательные.
Выбор типа привода зависит от многих факторов: от особенностей автоматизирующих устройств, мощности, наличия источников энергии, требований к габаритам двигателя, быстродействия срабатывания, безопасности и т. д. При этом стремятся получить его минимальные размеры, высокие энергетические показатели, возможность работы в режиме автоматического управления и регулирования с обеспечением оптимальных законов разгона и торможения при минимальном времени переходных процессов; быстродействие, легкость включения и отключения; возможность встраивания систем охлаждения и терморегулирования для обеспечения приемлемых режимов работы и стабильности его характеристик, удобство монтажа и ремонта, низкий уровень шума. Преобразующие механизмы выбирают в зависимости от характера движения ведомого звена (вращательное или поступательное, непрерывное или прерывистое). Механизмы для преобразования вращательного движения в поступательное могут быть выполнены в виде рычажно-щатушюй системы, кулачкового механизма, зубчатореечного и т. п. Наибольшее распространение получили кривошипные механизмы.
5.6 Подъемно-транспортные средства, манипуляторы, роботы, робототехнические комплексы, гибкие производственные системы
Подъемно-транспортные устройства и механизмы (ПТМ)
нашли широкое применение при перемещении, подъеме заготовок, технологического инструмента и оборудования, готовой продукции, различных грузов при строительстве, ремонте, монтаже. Они бывают универсальные, специализированные и специальные.
Подъемные устройства характеризуются прерывистостью работы; к ним относятся тельферы, краны, подъемники, лифты. В цехах наибольшее распространение получили так называемые мостовые краны, которые состоят из трех механизмов: подъема, перемещения тележки поперек пролета вдоль рамы крана, перемещения моста (рамы) вдоль пролета цеха по подкрановым рельсам, установленным на выступах колонн. Мостовые крапы имеют электрический привод от сети трехфазного тока, надежные тормозные системы, предотвращающие самопроизвольное опускание грузов и смещение тележки вдоль пролета. Число мостовых кранов определяют из расчета один кран на каждые 80-100 м длины пролета, но в каждом конкретном случае количество кранов уточняется в зависимости от характера работы и вида грузов.
Для транспортирования и механизации установки технологических инструментов и оборудования, перемещения, подъема и опускания различных грузов применяют электро- и автопогрузчики, авто- и электроолатформы различной грузоподъемности и конструкции. Широко в массовом производстве применяются конвейеры различного вида и типа, рельсовые и безрельсовые тележки, ленточные транспортеры, пластинчатые и цепные конвейеры. Особенно эффективны так называемые подвесные цепные конвейеры с несущей цепью и толкающие конвейеры с программным управлением. Применять непрерывный транспорт рекомендуется при длине трассы до 300 м. Для обслуживания складов применяют специальные погрузчики - напольные безрельсовые штабелеры, поднимающие грузы на высоту более 7 м мостовые краны-штабелеры. Они складируют и извлекают заготовки, полуфабрикаты, готовые изделия и технологический инструмент в многоярусных стеллажах, что позволяет существенно повысить уровень использования производственных и складских площадей.
Раздел 6
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ В СТРОИТЕЛЬСТВЕ
Строительство как отрасль народного хозяйства выполняет особую роль в системе общественного производства. Создавая недвижимые основные фонды, оно играет заметную роль в повышении технического уровня общественного производства, хозяйственном освоении новых районов и рациональном размещении производительных сил, решении социальных задач и повышении качества жизненного уровня народа. Под технологией строительного производства подразумевают совокупность процессов переработки сырья, материалов в изделия и превращение их в готовую продукцию - здания и сооружения (мосты, плотины, переходы, туннели, метро, взлетные полосы, автомобильные и железные дороги, причалы и пристани, набережные, высоковольтные опоры, радиотелевизионные вышки, трубы и т. д.). Эффективность ведения строительных работ зависит от совершенства технологического процесса, качества и номенклатуры строительных материалов, технического уровня применяемых инструментов, оборудования и технологических устройств, научной организации труда. Строительные технологические процессы характеризуются меньшим разнообразием по сравнению с машиностроительными технологиями, подразделяются на земляные, свайные, каменные, бетонные, монтажные, кровельные, теплоизоляционные, облицовочные, штукатурные, малярные, столярные, плотницкие и т. п.
6.1 Производство строительных материалов (ПСМ)
Производство строительных материалов является одной из базовых отраслей народного хозяйства. Доля продукции ПСМ в общем объеме внутреннего валового продукта составляет 5-6 %, а стоимость основных фондов - 4–5 % от стоимости основных фондов Республики Беларусь. ПСМ потребляет более 20 видов минерального сырья (песок, глина, гравий, мел, известняк и т. п.). Базовыми подотраслями ПСМ являются: производство цемента, сборного бетона и железобетона, стеновых, кровельных, отделочных, теплоизоляционных и других материалов. Предприятия ПСМ производят также продукцию для удовлетворения потребностей других отраслей (стеклотару, доломит, сортовую посуду, дренажные трубы, автостекло, графит, слюду, кварцевое стекло, известняковую муку и т, п.).
В структуре ПСМ сборные бетонные и железобетонные конструкции занимают 3740 %, стеновые материалы - 13-14 %, цемент - 12 %. Более 20 % в структуре затрат ПСМ составляют топливно-энергетические ресурсы, транспортные затраты - около 30%. Результаты работы ПСМ оказывают существенное влияние на эффективность деятельности всего строительного комплекса, развитие экономики страны и социальной сферы. Особенностью рынка ПСМ является его замкнутость, около 95 % продукции потребляется внутри республики.
Производство вяжущих материалов
К вяжущим материалам, наиболее часто применяемым в строительстве, относят цемент, известь, гипс, глину. Вяжущие материалы при растворении водой образуют пластичное тесто, которое постепенно твердеет, превращаясь в искусственный камень. Вяжущие материалы используют для приготовления растворов и бетонов.
В настоящее время из гидравлических вяжущих материалов широко применяется портландцемент, который обычно называют цементом. Этот материал известен человечеству более 180 лет. Он является одним из лучших вяжущих веществ, способен твердеть на воздухе и в воде. Его получают помолом обожженного при высоких температурах клинкера, который представляет собой спекшуюся в виде гранул диаметром около 4 см смесь известняка и глины. Для получения высококачественного портландцемента содержание важнейших оксидов в клитаере должно быть 62-68 % СаО; 18-26 % SiO2
; 4-9 % АL2
О3
; 0,3-65 % : F2
O3
. Для регулирования времени схватывания при помоле к клинкеру добавляют 1,5-3,5 % гипса. С уменьшением размера зерна при помоле клинкера активность цемента возрастает, средний диаметр пылинки цемента равен 40 мкм. Технологический процесс приготовления цемента включает следующие операции: приготовление сырьевой смеси, загрузка ее в печь, обжиг при температуре 1200-1450 °С, выгрузка из печи клинкера, помол клинкера.
В настоящее время применяется свыше 30 видов и разновидностей цемента:
портландцемент, шлакоцемент, пунцолановый цемент, цветной, белый и т. д. Выпускается цемент следующих марок: М300, М400, М500, М600, М700 и др. Марка цемента означает его прочность и соответствует нагрузке на сжатие, приходящейся на 1 см3
, которую может выдержать образец из цементо-песчаного раствора состава 1:3, отвердевший за 28 суток, поскольку к 28-му дню его прочность достигает заданной.
На качество цемента большое влияние оказывают условия и продолжительность его хранения. Так, хранение в благоприятных условиях (сухое и проветриваемое помещение) в течение трех месяцев снижает его активность на 10 %, а в течение года - на 35-40 %, так как влага в воздухе вызывает его гидратацию. Особое внимание следует обращать на морозостойкость цементного камня и бетона. Наличие пор и воздействие воды и мороза приводят к разрушению бетона. Для повышения его морозостойкости следует применять смеси с наименьшим количеством воды и с минимальным количеством минеральных добавок, при этом добиваться тщательного уплотнения при его укладке. Увеличить морозостойкость бетона можно поверхностно-активными добавками (мылонафтом и сульфитно-дрожжевой бражкой).
Известь получают путем обжига при температуре 900-1200 °С кальциевомагниевых карбонатных пород: известняка, мела, доломитового известняка, доломита с низким содержанием глины (менее 6 %). В результате получаегся негашеная известь, которая может активно взаимодействовать с водой и выделять большое количество тепла. Недостатком чистой извести является ее неспособность твердеть в присутствии влаги и ее низкая водостойкость. Если к извести добавить пепел или туф, измельченный в порошок бой кирпича или обожженную глину, то она способна твердеть и сохранять прочность не только па воздухе, но и в воде.
Строительный гипс представляет собой вяжущее вещество, твердеющее на воздухе (воздушное вяжущее). Его получают из гипсового камня в результате дробления, помола и тепловой обработки при температуре 150-160 0
С. Для того чтобы прошла реакция твердения гипса, необходимо брать 60-80 % воды. Избыточная вода при твердении испаряется, оставляя большое количество пор (пустотность достигает 60 %). В связи с тем что гипсовые изделия при впитывании влаги резко снижают свою прочность, гипс используют внутри сухих помещений. При твердении гипса происходит увеличение его объема примерно на 1 %, что эффективно используется для плотной заделки щелей и зазоров. Гипс является быстротвердеющим материалом (2-30 мин). Гипсовые вяжущие используют для производства гипсовых и гипсобетон-ных изделий, декоративных и отделочных материалов; его применяют при устройстве полов, для изготовления искусственного мрамора, для штукатурки и кладки, для приготовления гипсовых и смешанных растворов.
Стеновые материалы
В качестве стеновых материалов в строительстве широко применяют кирпич, блоки из пористого бетона, естественные, керамические и силикатные камни, однослойные и многослойные бетонные панели, стеклоблоки, газосиликатные блоки, древесину и т. д. Широкое распространение получило кирпичное домостроение. Стены, выполненные из кирпича, обладают достаточной прочностью, долговечностью, стойки к атмосферным воздействиям. В массовом строительстве на долю кирпичных зданий приходится не менее 30 %. Промышленность выпускает кирпичи глиняные (керамические) обыкновенные (250x120х65 мм), утолщенные (толщиной 88 мм), модульных размеров (288x138x63 мм), утолщенный пустотелый кирпич (250x120x80 мм), силикатные и бетонные пустотелые камни (250x138x120 мм) и др. Силикатный кирпич по форме и размерам не отличается от керамического. Его изготавливают из смеси извести, кварцевого песка и воды. Силикатный кирпич менее водостоек. По себестоимости он на 15-35 % ниже керамического. Применяют известково-шлаковьш и известково-золъный кирпич, которые являются разновидностью силикатного.
Недостатком кирпичной кладки из указанных материалов является их высокая теплопроводность, приводящая к необходимости возведения очень толстых стен в отапливаемых зданиях (51–77 см). Пер-сцективиым направлением повышения теплозащиты кирпичных стен является использование облегченных керамических кирпичей и камней с пустотами, теплых кладочных растворов (заполнители - шлак, зола, туф и т. п.), применение так называемой колодневой кладки с последующим заполнением колодцев сыпучими теплоизоляционными материалами и кладки с воздушными прослойками, применение в кирпичной кладке плитных утеплителей из минераловатных материалов и пенопласта. При возведении стен из кирпича используют известковые, цементные и извсстково-цементные растворы. Цементные растворы целесообразно применять при возведении несущих стен, опорных элементов.
Кирпичная кладка требует больших затрат труда и времени. С целью совершенствования технологии кирпичной кладки на кирпичных чаволах организовано изготовление кирпичных однослойных и двухслойных панелей. Последние выпускают размером 2670x3180x260 мм, состоят из слоя кирпича, утепляющего слоя (пен о керамзит, фибролит, минеральная вата и т. п.) толщиной 100 мм и цементного раствора толщиной 40 мм. Достаточно эффективно использование в качестве стеновых элементов блоков, изготовленных из различных материалов (шлакобетона, пенобетона, стекла и т. п.).
Наибольшее распространение для кладки наружных стен получил глиняный или керамический кирпич, обладающий высокой влагостойкостью и огнестойкостью. Его успешно применяют при возведении подземных и наземных частей строительных объектов, а также сооружений, находящихся в условиях повышенной влажности. Силикатный кирпич применяют для зданий, эксплуатируемых в условиях нормальной влажности, или для кладки внутренних стен. Он не годится для фундаментов, цоколей, стен влажных и мокрых помещений.
При возведении стен жилых, административных и производственных зданий широко используют однослойные или многослойные панели из легкого или ячеистого бетонов (керамзитобетон, перлитобетон, шлакобетон, золоперлитобетон). Для теплозащиты панелей применяют различные утеплители: жесткие минер ал о ватные плиты, керамзитобетон, газобетон, ненополистирол и т. п. Бетонные слои панели соединяют гибкими или жесткими связями, соответствующими требованиям прочности, долговечности и теплозащиты.
При возведений и реконструкции зданий применяется также древесина, которая в виде бревен, брусков, досок, реек предназначена для несущих конструкций стен и крыш, перекрытий, перегородок, полов, отделки внутренних помещений. Древесина является прекрасным строительным материалом, обладает большой прочностью, легкостью, хорошим теплосопротивлением, высокой технологичностью в обработке, прекрасными декоративными качествами, но она легко подвергается разрушению различными грибами и насекомыми, размножение которых происходит при повышенной влажности. Поэтому основным средством борьбы с гниением деревянных конструкций является использование сухой древесины и предохранение ее от увлажнения при эксплуатации, что обеспечивается постоянным проветриванием, препятствующим скоплению влаги. Предохранения древесины от загнивания и возгорания и продления срока службы в конструкциях добиваются конструктивными решениями - устройством гидроизоляции путем окраски, обмазки или использования влагонепроницаемых прокладочных материалов, а также пропиткой антисептиками и выщелачиванием.
Теплоизоляционные материалы
Теплота может передаваться теплопроводностью, конвекцией и излучением. Через стены, окна и перекрытия зданий тепло передается преимущественно посредством теплопроводности. Количество тепла, проходящего через стены, оконные проемы и другие строительные элементы, зависит от коэффициента теп л о про во дно сги материала и толщины элемента. На коэффициент теплопроводности влияют главным образом плотность материала и его влажность. Чем плотнее материал и выше его влажность, тем больше коэффициент его теплопроводности. Поэтому для теплозащиты зданий важно, чтобы утеплитель имел низкую плотность и был сухим на протяжении всего срока эксплуатации.
Площади различных элементов наружных ограждений также оказывают существенное влияние на тешгопотери. В частности, через оконные проемы теряется около 30 % теплоты, а через стены - 40 %, через перекрытия первого этажа - 8 %, через потолок и крышу - 5-35 % ( в зависимости от этажности здания). Оптимальное соотношение между площадью остекления и пола комнаты должно быть не более 1:5,5 и не менее 1:8.
При выборе теплоизоляции и определении ее толщины исходят из следующих условий: температура внутренней поверхности наружной стены в холодное время года не должна быть ниже 12 0
С, пола - 2 °С, внутренней поверхности остеклении - 9 0
С, а температура на поверхности потолка должна отличаться от температуры внутреннего воздуха не более чем на 4 0
С.
К теплоизоляционным материалам относят обычно легкие пористые материалы, имеющие низкий коэффициент теплопроводности. В насюящее время строительная отрасль располагает большой номенклатурой различных теплоизоляционных изделий, которые способны удовлетворить самые разнообразные требования. К этим материалам относятся: легкие бетоны, керамзит, керамзитовый гравий и песок, шлаковая пемза, гранулированный шлак, вспученный бетон, пенобетон, газобетон, перлитопластобетон, вспученный вермикулит, топливные шлаки, аглопорит, опилкобе гон, пенопласты (полистирольный пенопласт, пенополиуретан, мипора, сотопласты), минеральная вата, стеклянная вата, пеностекло, цементный фибролит, арболит, древес-но-волокиистые и древесно-стружечные плиты, асбестовый картон, пакля, гипсобетон, сухая штукатурка. Высокий теплоизоляционный эффект наблюдается при сочетании теплоизоляционных жестких и мягких материалов с алюминиевой фольгой, выполняющей роль теплоотражения. Алюминиевая фольга также является хорошей пароизоляцией и воздухоизоляцией, она выпускается толщиной 0,005-0,2 мм.
Легкие бетоны
имеют плотность 500-1800 кг/м3
, обладают большим количеством пор. Их получают на основе портландцемента. Если бетон автоклавного твердения, то используют известково-шлаковые. известково-золыгые и другие вяжущие. В качестве заполнителей применяют пористые материалы с насыпной плотностью 100-1200 кг/м3
:
гранулированный шлак, шлаковую пемзу, аглопорит, вспученный перлит и т. д.
Керамзит -
это прочный и легкий материал, имеющий плотность 250-800 кг/м3
. Керамзит выпускают в виде песка, гравия и щебня, которые получают в результате обжига легкоплавких глин при температуре около 1200 0
С.
Шлаковую пемзу
получают из расплавленных шлаков, которые охлаждают воздухом, водой или паром, при этом происходит их вспучивание.
Перлит
- это сыпучий материал в виде мелких пористых зерен белого цвета, который получают в результате кратковременного обжига гранул из вулканических водосодержащих стеклообразных пород. При температуре 950-1200°С из материала интенсивно испаряется вода, пар вспучивает и увеличивает частицы перлита в 10-20 раз. Плотность вспученного перлита 50-430 кг/м3
.
Вспученный вермикулит -
сыпучий теплоизоляционный материал в виде чешуйчатых частиц серебристого цвета, получаемый в результате измельчения и обжига в од о содержащей слюды. Насыпная плотность вермикулита составляет 75-200 кг/м3
.
Топливные шлаки -
пористые кусковые материалы, образующиеся в топке при сжигании антрацита, каменного и бурого угля.
Аглопорит
получают в результате спекания гранул из смеси глинистого сырья с углем. Насыпная плотность аглопоритового щебня -300-100 кг/м3
.
В настоящее время широкое распространение в строительстве получили керамзитобетон, ячеистый бетон, пенобетон, газобетон. Пенобетон получают из смеси цементного теста с пеной, имеющей устойчивую структуру при застывании вплоть до отвердения. Опил-кобетон представляет известково-цементное тесто, смешанное с опилками и песком.
Пенопласты
представляют собой пористые пластмассы, получаемые при вспенивании и термообработке полимеров. В ячеистых пластмассах поры занимают 90-98 % объема материала. Они очень легки, не загнивают, достаточно гибки и эластичны. Недостаток пенопластов – их ограниченная теплостойкость и огнеопасность. Пенопласты выпускаются жесткими и эластичными. Они легко обрабатываются, их можно склеивать между собой и с другими материалами. Для склеивания применяют дифенольные каучуковые и эпоксидные клеи. Пористые пластмассы вырабатывают на основе полистирольных, полнвинил-хлоридных, полиуретановых, фенольных и карбомидных смол. Наибольшее распространение получили пенополистирол, пенополиуретан, мипора.
Сотопласты
выпускают в виде гофрированных листов бумаги, хлопчатобумажной или стеклянной ткани, пропитанной полимером и антипиреном. Сотопласты представляют собой регулярно повторяющиеся ячейки правильной геометрической формы. Его используют в качестве утеплителя в трехслойных панелях из алюминия или асбестоцемента.
Рациональными для строительства являются соты из крафт-бумаги, пропитанной фенолформальдегидной смолой. Минералъная вата представляет собой теплоизоляционный материал, состоящий из тончайших волокон, получаемых распылением жидких расплавов шихты из металлургических и топливных шлаков, горных пород типа доломитов, мергелей и базальтов. Длина волокон составляет 2-60 мм, воздушные поры - 95 %, Минеральная вата занимает ведущее место среди неорганических теплоизоляционных материалов благодаря простоте производства, неограниченности сырьевых запасов, малой гигроскопичности и небольшой стоимости. Из нее изготавливают маты, жесткие и полужесткие плиты.
Стеклянная вата
получается вытягиванием расплавленного стекла и превращением его в шелковистые, тонкие, гибкие нити белого цвета. Из нее изготавливают маты и полосы, прошитые крученными из стекловолокна нитями.
Пеностекло
изготавливается из стеклянного боя или кварцевого песка, известняка, соды. Оно образуется в результате спекания порошка стеклобоя с коксом или известняком, которые при высокой температуре выделяют углекислый газ, в материале образуются крупные поры, а стенки их содержат замкнутые микропоры. Двоякий характер пористости обеспечивает низкий коэффициент теплопроводности (0,058-0,12 Вт/(м • С).
Пеностекло характеризуется высокой водостойкостью и прочностью, применяется для утепления стен, перекрытий, кровель, для изоляции подвалов и холодильников.
Цементный фибролит
является хорошим теплоизоляционным материалом, состоящим из смеси тонких древесных стружек (древесной шерсти), портландцемента и воды, которая подвергнута тепловой обработке и разрезана на плиты.
Арболит
изготавливают из смеси портландцемента, дробленой деревянной стружки и воды. Вместо стружки используют щепу, опилки, костру. Из арболита выпускают плиты плотностью в сухом состоянии 500 кг/ м3
.
Древесно-стружечные плиты
(ДСП) изготавливают из отходов фанерного и мебельного производства или из неделовой древесины, перемешанных с жидкими полимерами, прессуют и при повышенной температуре высушивают. Для обеспечения биостойкости плит их пропитывают антисептиками (бура, фтористый натрий и др.), антипиреномином, гидрофобизирующими веществами. ДСП выпускают различной плотности. Используют для теплоизоляции, а также в качестве конструкционного и отделочного материала.
Древесно-волокнистые плиты
(ДВП) изготавливают из древесных или растительных волокон, а также костры, камыша, хлопчатника и других материалов. Применяют для подшивки потолков, устройства перегородок, настилки полов, изготовления мебели и т. д.
Изоляционные древесно-волокнистые плиты используют для тепло- и звукоизоляции помещений.
6.2 Стекломатериалы, применяемые в строительстве
Стекло представляет собой прозрачный материал, изготавливаемый из кварцевого песка, известняка, соды, сульфита натрия в стекловаренных печах при температуре около 1500 °С.
Существует большое количество разновидностей стекла и изделий из него. Оконное листовое
стекло является наиболее распространенным. Оно используется для остекления оконных и дверных проемов, отделки зданий внутри и снаружи. Стекло выпускают листами длиной 0,25-2,2 м, шириной 0,25-4,6 м и толщиной 2-6 мм. Обычное стекло пропускает около 85-90 % света.
Витринное
стекло изготавливают полированным, размером до 6 м, шириной 3 м и толщиной 6-10 мм.
Орнаментное
стекло представляет собой листовое изделие, одна поверхность которого гладкая, а другая - узорчатая.
Армированное
стекло содержит запрессованную металлическую сетку из хромированной или никелированной проволоки. При разрушении стекла осколки удерживаются арматурной сеткой, что повышает его безопасность, особенно при разрушении на высоте. Оно выпускается золотисто-желтого, зеленого, голубого и лиловорозового цвета. Устанавливается в дверные проемы, используется для ограждения лестниц, балконов, лоджий, лифтовых шахт, перегородок. Выпускается размером по длине 1,5 м, шириной 0,8 м и толщиной 6 мм.
Светарассеивающее
стекло выпускается матовым и узорчатым. Его используют для остекления окон, дверей и перегородок, когда необходимо обеспечить освещение помещения внутри без сквозной видимости.
Увиолевое
стекло значительно лучше, по сравнению с оконным, пропускает ультрафиолетовые лучи. Его используют в северных районах, а также для сооружения лечебных учреждений, теплиц для выращиванию растений, помещений для зимнего выгула животных и птиц.
Закаленное,
стекло в 5-8 раз прочнее обыкновенного; его используют для остекления витрин, дверей, перегородок, окон на транспортных средствах, а также для изготовления стеклопакетов. Его получают путем нагрева до температуры 600-680 "С и резкого равномерного охлаждения. Листы закаленного стекла, покрытые с внутренней стороны цветными керамическими красками, называют стемалитом.
Его применяют для остекления дверей, перегородок и для устройства многослойных панелей.
Солнце- и теплозащитное
стекло в зависимости от состава может пропускать лучи различной длины, т. е. обладать свойствами селективного пропускания свата и быть теплоотражающим или теплопо-глощающим. В состав последнего вводят закись железа, в результате чего стекло задерживает до 75 % тепловых инфракрасных лучей.
Пустотелые
стеклянные блоки получают свариванием отпрессованных из стекломассы половинок. Благодаря наличию на лицевой стороне рисунка стеклоблоки имеют рассеивающую способность. Их изготавливают бесцветными или окрашенными в различные цвета. Стеклоблоки выпускают размером 294х294 мм и толщиной до 98 мм. Стеклопакеты
представляют собой прозрачные изделия, состоящие из двух или нескольких листов стекла, соединенных по периметру так, что между ними образуется замкнутое пространство, заполненное сухим воздухом или газом. В зависимости от типа соединения стекол они могут быть клеенными, паянными или сварными. Толщина пространства между стеклами составляет 12-20 мм. Благодаря герметичности стеклопакетов они изнутри не запотевают, не замерзают и не покрываются пылью. Они весьма эффективны с точки зрения тепло-и звукоизоляции при остеклении оконных проемов.
Стеклянные трубы
представляют собой прозрачные цилиндрические изделия с открытыми торцами. Они находят применение при устройстве трубопроводов по транспортировке различных жидкостей и газов, в том числе кислот, щелочных растворов и пищевых материалов. Стеклянные трубы можно аффективно использовать для пневмотранспорта, злектроизоляции и т. п.
6.3 Гидроизоляционные, герметизирующие, уплотняющие и кровельные материалы
Для гидроизоляции строительных элементов наиболее часто применяют материалы типа рубероида, толя, пергамина, стеклорубероида, гидроизола, гидростеклошола, фольгоизола, битумной, дегтевой, битумно-резиновой изоляционной мастики и др. Указанные материалы должны быть водостойки, водонепроницаемы, стойки к атмосферным воздействиям.
Рубероид
представляет собой рулонный материал, получаемый путем пропитки кровельного картона расплавленным легкоплавким битумом, нанесения на него с одной или двух сторон покрытия из тугоплавкого битума и мелкозернистого минерального порошка, слюды или другой присыпки, которая предотвращает слипание материала в рулонах. Для верхних слоев многослойного кровельного ковра при изготовлении мягкой кровли применяют рубероид кровельный с крупнозернистой посыпкой с лицевой стороны и пылевидной – с нижней стороны. Толь получают двукратной пропиткой дегтевыми продуктами. Иногда толь выпускают с песчаной посыпкой с одной или двух сторон, применяют такое изделие для нижнего или верхнего кровельного ковра.
Пергамин
получают из кровельного картона пропиткой нефтяными битумами, используется он как кровельный подкладочный материал под рубероид и для пароизоляции.
Стеклорубероид
получают нанесением битума на стекдохолст и покрытием с одной или двух сторон крупнозернистой, чешуйчатой или мелкозернистой посыпкой. Гидроизол изготавливают пропиткой нефтяным битумом асбестового или асбестоцеллюлозного картона. Гидростеклоизол получают покрытием стеклоткани смесью битума, молотого талька, магнезита и пластификатора.
Фольгоизол
является двухслойным материалом, состоящим из тонкой алюминиевой фольги и покрытым с нижней стороны слоем битумно-резинового состава. Его применяют для устройства кровли, парогидроизоляцни, а также герметизации стыков панелей. Фольгорубероид состоит из слоя алюминиевой фольги, покрытой с двух сторон битумнорезиновой мастикой; применяют для гидроизоляции подземных частей строительных элементов. Изол является кровельным безосновным материалом, который изготавливается из смеси нефтяного битума и материалов, содержащих каучук, каменноугольную смолу, минеральные наполнители и антисептики. Изол эластичен, биостоек, невлагоемок, долговечнее рубероида в два раза.
Битумы и дегти,
а также мастики на их основе применяют для гидроизоляционных и кровельных работ. Они являются водостойкими и водонепроницаемыми материалами, стойкими к атмосферным воздействиям. В строительстве в основном применяют нефтяные битумы, которые выпускаются и твердом, полутвердом и жидком состоянии.
При кровельных работах рекомендуется применять теплостойкие битумы с температурой размягчения не менее 70-90 0
С. Битумная мастика представляет собой однородную массу из нефтяных битумов, пылевидных или волокнистых наполнителей (известняковый, доломитовый, кварцевые порошки, тальк, минеральная вата и т. п.), антисептиков и добавок. Наполнители позволяют уменьшить расход битума, повысить его эластичность и теплостойкость. Битумно-резиновая изоляционная мастика более эластична за счет резиновой крошки и пластификатора, она также морозостойка. Дегтевые мастики состоят из дегтевого вяжущего и наполнителей. Битумно-каучуковая мастика включает 85 % нефтяного битума и 15 % этилен-пропилепового каучука.
Кровельное железо
выпускают оцинкованным и неоцинкованным, плоским и предварительно спрофилированным с целью повышения его жесткости, технологичности сочетания с сопрягаемыми элементами, а также для улучшения эстетичности конструкций кровли, ограждений и других элементов. В последнее десятилетие в нашей республике расширяется применение металлочерепицы, которую изготавливают по специальным технологиям, обеспечивающим высокую антикоррозионную стойкость стали. Основой таких технологий являются металло- и полимерные покрытия.
6.4 Применение сборного и монолитного бетона в строительстве
По влиянию на развитие мировой цивилизации изобретение бетона и железобетона можно ставить в ряд наиболее выдающихся открытий. Из монолитного железобетона выполняют несущие конструкции промышленных зданий (фундаменты, колонны, подкрановые балки, покрытие и даже стены, балочные и безбалочные), возводят жилые здания, элеваторы, бункеры, емкости и подземные сооружения.
Бетон
соответствует всем основным критериям, которые характеризуют прогрессивный строительный материал, а именно: высокая прочность и долговечность; сочетаемость с другими материалами; наличие огромных природных ресурсов и неограниченная возможность использования отходов других отраслей; перерабатываемость его для изготовления разнообразных изделий; высокие эстетичность и технологичность; экологическая безопасность при производстве и эксплуатации; низкая энергоемкость и экономичность техпроцесса. Бетон выпускают различных модификаций: легкий, ячеистый, радиоизолирующий и радио проницаемы и, напряженный, полимерный, кислотостойкий, жаропрочный и др. Бетон находит применение в машиностроении, где из него изготавливают станины и базовые детали станков, прессов и другого оборудования, накоплен опыт в области железобетонного судостроения, морских нефтяных платформ.
Сборные железобетонные конструкции начали применять во все возрастающих масштабах в промышленном строительстве. Вначале производство сборного бетона было организовано на специализированных технологических линиях в специализированных цехах мощных строительных предприятий. Ориентация на строительство комбинатов крупнопанельного домостроения большой мощности породила унификацию типовых серий сборных элементов и, как следствие, однообразие строящихся зданий. Было снижено внимание к кирпичному домостроению, значительные средства затрачены на объемно-блочное строительство. В угоду конъюнктуре выбирались сборные варианты вместо монолитных, что не всегда было рационально. Концентрация производственных мощностей приводила к нецелесообразной перевозке строительных изделий на большие расстояния. В настоящее время наблюдается неоправданный отказ от сборного железобетона, несмотря на наличие развитой производственной базы.
Производство сборного железобетона продолжает расширяться в связи с более легкой возможностью обеспечения высокого качества изделий в стационарных условиях; применением для изготовления различных форм новых полимерных материалов, что позволило разнообразить виды изделий и варианты их архитектурной отделки; массовым применением средств механизации и автоматизации; применением химических добавок к бетону с целью устранения его виброобработки для уплотнения и пропаривания.
В Республике Беларусь около 80 % общего объема выпуска сборного железобетона составляют различные виды плоских и линейных конструкций (стеновые панели, плиты перекрытий и кровли, перегородки, площадки и т. д.). Ориентировочная структура производства видов конструкций в общем объеме сборного железобетона выглядит так: фундаменты - 8 %;
элементы каркаса зданий -10; стеновые элементы и элементы зданий 35; плиты покрытий и перекрытий - 30; мостовые конструкции, опоры ЛЭП, шпалы, трубы и т. д. - 13 %.
Для производственных зданий в ввде сборных конструкций наиболее рационально изготавливать фермы, стропильные балки, подстропильные конструкции, плиты перекрытий, плиты на пролеты, колонны, каркасы многоэтажных зданий, перемычки, напели, блоки для наружных стен из легких бетонов, забивные сваи, бетонные и железобетонные фундаменты массой до 3 т. Из сборного железобетона в настоящее время изготавливается примерно 70 % конструкций производственных одноэтажных зданий, а многоэтажных - примерно 30 %.
В жилищном строительстве в сборном железобетоне целесообразно выполнять крупнопанельные здания высотой до 16 этажей, а при обосновании и выше, преимущественно при использовании легких бетонов для ограждающих и несущих конструкций, блоков из легких и ячеистых бетонов, плит перекрытий и покрытий, лестниц и других элементов.
В связи с повышением требований и увеличением термического сопротивления ограждающих конструкций значительная роль принадлежит ячеистому бетону, плотность которого может достигать 100 кг/м3
.
Расширение применения ячеистых бетонов для теплоизоляции в многослойных конструкциях и стеновых блоках является одним из основных путей снижения энергозатрат в строительстве. Кроме того, использование высокопрочного бетона в несущих конструкциях зданий позволит получить значительную экономию цемента, энергии и снизить транспортные расходы и трудоемкость строительства.
Проблема ускорения твердения бетона является одной из важнейших в технологических процессах производства сборных железобетонных изделий. Несмотря на то что активно разрабатываются химические добавки – ускорители твердения бетона, тепловая обработка паром будет являться основным методом. Однако постепенно будут приходить более эффективные способы интенсификации твердения бетона, в частности, электротермообработка, которая позволяет снизить расход энергии более чем в 2 раза.
Производство бетона по своему технологическому содержанию может быть отнесено к химическому производству, так как твердение бетона происходит в результате протекания сложных химических реакций. Прочность бетона зависит от соотношения и качества используемых при этом составляющих материалов. Отсюда вытекает необходимость строгого контроля и свойств исходного сырья, и технологических параметров, что можно успешно решить, только применяя средства автоматизации.
Одним из основных направлений повышения эффективности бетона является его химизация, применение специальных добавок, улучшающих свойства бетона как на стадии приготовления и укладки, так и на стадии эксплуатации. Добавки подразделяются на регулирующие свойства бетонной смеси (пластифицирующие, ускоряющие, замедляющие, воздухововлекающие и т. д.), повышающие прочность, коррозионную стойкость, морозостойкость.
Современная технология приготовления бетона характеризуется применением тщательно промытых и отсортированных заполнителей, точной дозировкой добавок и в перспективе должна стать тонкой химической технологией, что будет способствовать значительному повышению качества изготавливаемых строительных объектов.
По объему производства и применению монолитный бетон существенно опережает другие виды строительных материалов. На изготовление бетона для монолитного строительства расходуется более половины мирового объема производства цемента. В монолитном исполнении возводятся промышленные и жилые здания, объекты социального и культурного назначения, плотины, энергетические комплексы, телевизионные башни и т. д. В последние годы наметились тенденции к увеличению применения монолитного бетона с использованием специальной опалубки, высокопроизводительной технологии и комплексной механизации и автоматизации, транспортирования и укладки бетонной смеси. Возведение строительных объектов с использованием монолитного бетона открывает возможность повышения качества архитектурных решений при снижении затрат ресурсов. Экономические преимущества монолитных железобетонных конструкций по сравнению с кирпичным и полносборным строительством характеризуется снижением затрат на создание производственной базы на 20-30 %, расход стали уменьшается на 10-15, энергоемкость - до 30, суммарные трудовые затраты - на 25 %. Монолитный бетон и железобетон также характеризуется несколько меньшими расходами цемента по сравнению со сборным железобетоном, но средняя его прочность ниже, а трудоемкость арматурных работ в 1,5-2 раза выше.
Наиболее рациональные области применения монолитных железобетонных конструкций - это фундаменты под колонны и оборудование, подземные конструкции (подвалы, тоннели и т. п.), несущие элементы зданий, каркасы и перекрытия многоэтажных зданий, стволы жесткости высотных сооружений.
Расход основных строительных материалов в монолитных железобетонных сооружениях различен и зависит от их конструкции и назначения, прочностных характеристик материалов. В среднем расход бетона на 1 м2
общей площади многоэтажного жилого здания составляет 0,4-0,7 м3
, а стали - 35-70 кг.
Монолитные решения эффективны в инженерных сооружениях. Это емкости различного назначения; дымовые трубы, градирни и т. п., автодороги, мосты, очистные танки, тоннели, плотины ГЭС, фундаменты, реакторные отделения АЭС и корпуса реакторов и защитных оболочек, корпуса тепловых аккумуляторов и т. д.
Бетонную смесь приготавливают как в условиях строительной площадки, так и на заводах в бетоносмесительных установках стационарного или передвижного типа. Процессы дозирования составляющих, перемешивания и выгрузки полностью компьютеризированы. Распечатка сопроводительной документации содержит сведения о марке цемента, данные о продукции, времени ее доставки, адрес и маршрут движения автобетоповоза. Одна транспортная единица перевозит в год примерно 5 тыс. кубометров бетонной смеси. Средняя дистанция транспортирования обычно не превышает 20 км. При перевозке бетона на дальние расстояния для предупреждения его схватывания в него вводят добавки-замедлители.
Применение современной технологии укладки бетона при помощи а вто бетононасосе в и использование пластификаторов предъявляют повышенные требования к конструктивным решениям опалубки. Разработаны основные типы универсальных опалубок: разборно-пе-реставная, мелкощитовая, блочная, скользящая, объем нопереставная, греющая, несъемная, многофункционального назначения. Объем бетона, укладываемого в унифицированные опалубки, в настоящее время составляет 70-80 %. Для опалубок используются такие материалы, как ламинированная фанера, металлоконструкции облегченного профиля, стеклопластики, алюминиевые панели и т. д.
Наиболее распространенная разбор но-переставная опалубка, готовые элементы которой в виде щктов иди коробов демонтируются после набора бетона и его затвердевания и монтируются вновь на следующем участке бетонирования.
Скользящая опалубка, применяемая для бетонирования высотных сооружений, поднимается, опираясь на готовую конструкцию непрерывно или периодически с определенным шагом. Скорость подъема опалубки определяет весь технологический цикл. Темп бетонирования в зависимости от условий выдерживания бетона обычно равен 3-4 м конструкции по высоте в сутки. Скользящая опалубка может также псрепастраиваться для образования сложных поверхностей.
Значительный резерв повышения эффективности использования монолитного железобетона в массивных конструкциях - внедрение несъемной опалубки в виде тонкостенных элементов из армоцемен-та, стеклофиброцемент а или тонких железобетонных плит. Перспективно применение в малоэтажном строительстве несъемной опалубки из пенополястирола. Она собирается насухо из отдельных блоков толщиной 7-10 см с применением связей между наружным и внутренним слоями. После затвердевания залитого бетона такая стена снаружи оштукатуривается по сетке из стекловолокна или стали.
Можно прогнозировать расширение использования монолитного бетона при возведении оригинальных по назначению и по архитектуре административных и жилых зданий с развитием и совершенствованием технологии устройства опалубки, которая позволит разнообразить архитектурные формы.
6.5 Устройство дополнительной теплоизоляции зданий
Сооружаемые и эксплуатируемые здания часто не соответствуют современным требованиям по экономному использованию тепловой энергии. Для повышения теплозащитных характеристик наружных стен при строительстве и ремонте зданий целесообразно устройство дополнительных слоев теплоизоляции. Теплоизоляционный материал, повышая сопротивление теплопередаче стены, оказывает заметное влияние на влажностный режим ограждения (стены). Неправильно установленный утеплитель может привести к снижению санитарно-гигиенических характеристик стены и всего помещения, вызвав повышение влажности.
Теплоизоляционный слой можно устанавливать с наружной, внутренней, а также одновременно с наружной и внутренней сторон стены. При внутреннем расположении теплоизоляции наблюдается скопление влаги в толще стены на границе с утеплителем. При устройстве теплоизоляции с наружной стороны стены она становится более теплоустойчивой. Паропроницаемый утеплитель не дает скапливаться влаге в стене, обеспечивая естественную просушку ограждения. Стена аккумулирует теплоту, так как утеплитель задерживает ее в ограждении, изолируя ее от холодного воздуха, и повышает температуру в толще стены. Естественная диффузия водяных паров и повышенная температура ограждения положительно сказывается на теплотехнических характеристиках стены. Однако в этом случае требуется устройство специальных защитных покрытий теппоизоляторов от неблагоприятного воздействия факторов окружающей среды: устройство поверх утеплителя прочного пароизоляционного материала типа известковой штукатурки, керамических плиток, ограждающих профилированных металлических или неметаллических элементов.
Установка пароизоляции и утеплителя одновременно с внутренней и наружной сторон стены препятствует высыханию материала конструкции и способствует скоплению влаги в толще ограждения. Такое решение недопустимо для деревянных стен, а также для стен первых этажей.
При утеплении здания с наружной стороны используют различные материалы: ми нерало ватные плиты, полистирольные пенопласты, штукатурные растворы, плиты из ячеистых бетонов. Теплоизоляционные плиты или блоки крепятся к стене на специальных клеевых составах, а также с помощью дюбелей, гвоздей, шурупов, деревянных брусков и реек, металлических столиков и т. д. При нанесении штукатурных материалов используют металлические или пластиковые сетки, которые крепят на соответствующих элементах, соединенных со стеной.
Второй вариант теплоизоляции может быть реализован на принципе вентилируемого фасада, при котором на фасаде здания монтируется каркас, в нем крепится утеплитель, а поверх каркаса навешиваются облицовочные панели. При этом между утеплителем и облицовкой предусматривается зазор, по которому свободно циркулирует воздух. Этот воздух удаляет влагу, испаряющуюся с поверхности стены, не давая ей задержаться в утеплителе. Фасад вместе с утеплителем дышит, и его теплоизолирующая способность постоянно сохраняется на определенном уровне. Этот технологический процесс свободен от нанесения клеевого или штукатурного состава, а также созданы условия для неограниченного выбора вариантов облицовки панелей из различных материалов, разного размера и различной текстуры и расцветки. Кроме того, наблюдается высокая шумоизолирующая способность вентиляционного фасада, технологичность монтажа.
Раздел 7
ПРОГРЕССИВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
Прогрессивные технологические процессы характеризуются следующими признаками: обеспечивают высокое качество изготавливаемых изделий, уменьшают затраты ресурсов (сырья, материалов, энергии, инструмента, технологических смазок, трудозатрат, пpoизводственных площадей и т. д.), расширяют технлогические возможности и перспективу развития процесса, повышают производительность труда и безопасность выполнения операций, улучшают экологическую ситуацию и условия труда. Каждая отрасль промышленности на определенном этапе своего развития применяет достаточно много различных прогрессивных технологических процессов, инструмента и оборудования. Однако есть такие технологические процессы, которые произвели революционные изменения во многих отраслях производственной и интеллектуальной деятельности человека. К таким прогрессивным технологиям следует отнести: информационные, лазерные и ультразвуковые; порошковую металлургию; биотехнологию; технологические процессы, выполняемые в вакууме и под высоким давлением, электрофизические и электрохимические технологии и др.
7.1 Технологические процессы с применением компьютеров
Многие технологические процессы, отличающиеся сложностью связей многочисленных компонентов и необходимостью переработки огромного объема информации невозможно реализовать без применения современной информационной технологии и техники. Здесь достаточно привести примеры запуска и управления космическими объектами, обеспечение функционирования автоматических производственных систем, управление сложным энергетическим хозяйством предприятия, города и республики, комплексное обследование сердечно-сосудистой системы человека и многое другое. На производстве значительные изменения произошли при внедрении компьютерных технологий при разработке чертежей инструмента и различных технологических устройств, моделировании технологических процессов и испытании новых видов техники, управлении сложными технологическими процессами и оборудованием, организации материально-технического обеспечения производства, ведении организационно-распорядительной докуметации.
Известно, что разработка чертежа изделий различного назначения на предприятии требует значительных трудозатрат квалифицированных специалистов. Конструкторская работа часто может быть сравнена с искусством, так как требует использования огромного массива данных и большого умения на практике оптимально сочетать в одном изделии различные конструкционные элементы. Чертеж изделия должен быть выполнен качественно, давать четкое представление о конструкции, не допускать неопределенных толкований, максимально использовать стандартные и унифицированные элементы, быть удобным в обращении и хранении, допускать многократное тиражирование. Традиционный, старый технологический процесс разработки чертежей базировался на применении конструктором чертежного инструмента (карандаша, циркуля, резинки, линейки, угольника и т. д), кульмана (чертежной установки), ватмана (чертежной бумаги), справочника конструктора, комплекта стандартов, в том числе ЕСКД – единой стандартной конструкторской документации. Чертеж изделия выполнялся конструктором в карандаше в выбранном масштабе, проходил тщательную проверку на отсутствие ошибок и соблюдение действующих стандартов и нормативных документов, затем на кальку с так называемого белка снимали копию, которая являлась исходным материалом для тиражирования чертежа. Качество выполненного чертежа определялось многими субъективными параметрами и часто было не безупречно. Кроме того, хранение и поиск таких чертежей требовали больших затрат ресурсов, в том числе и архивных площадей с соответствующим оборудованием.
В настоящее время на большинстве современных предприятий внедрен технологический процесс компьютерного выполнения графических работ с использованием специальных программ и огромной базы данных по стандартам, нормалям и другим информационным материалам. Чертеж изделия выполняется конструктором на компьтере в требуемом масштабе с высочайшей точностью, все его конструктивные элементы (болты, гайки, шайбы, пневмо- и электроаппаратура, стандартные изделия и многое другое) практически мгновенно вызываются из базы данных и устанавливаются в нужном месте. Для хранения, размножения, изменения, передачи исполнителю на рабочее место затрачиваются минимальные ресурсы. Кроме того, при использовании обрабатывающего оборудования с программным управлением чертеж в электронном виде вводится в систему управления станком и таким образом реализуется полная (комплексная) автоматизация технологического процесса. Внесение изменений в конструкцию изделия не представляет сложности и может строго фиксироваться в электронном варианте. Согласование конструкторских решений с заинтересованными организациями, расположенными на большом расстоянии, упрощается при минимальных затратах времени и финансовых ресурсов. Передача конструкторской документации в любую точку земного шара может быть эффективно осуществлена по электронной почте.
Аналогичные революционные изменения при применении компьютеров произошли и при разработке и оформлении технологической докуметации. Особое значение компьютеры имеют при разработке сложных, многокомпонентных технологических процессов, требующих трудоемких расчетов и проведения моделирования. В частности, компьютерное моделироание процесса пластического формоизменения металлов и сплавов позволяет значительно ускорить и избежать ошибок при разработке технологического процесса штамповки и проектировании штампом, которые часто являются достаточно дорогостоящей технологической оснасткой и инженерные упущения и ошибки при проектировании и изготовлении ее приносят большие убытки. Компьютерное моделирование процесса формирования заготовки или детали в полости штампа позволяет выбрать самые оптимальные форму, размеры и температуру обработки заготовки, а также параметры и количество ручьев,которые обеспечивают наиболее высокое качество получаемой штампованной поковки или детали при минимальных давлениях на контактной (рабочей) поверхности деформирующего инструмента, что повышает в несколько раз его долговечность. Кроме того, компьютерное моделирование позволяет существенно уменьшить отходы материала, коэффициент использования металла может достигать 0,95, также можно уменьшить расход дорогостоящей штамповой стали за счет оптимизации формы и размеров рабочих частей штампов и пресс-форм.
Невозможно переоценить значение компьютерного моделирования при исследовании динамических процессов, при выборе оптимальной формы конструкции автомобиля или летательного аппарата для снижения аэродинамического сопротивления при движении, при прогнозировании поведения автомобиля или самолета в критических ситуациях. Современные тренажеры, используемые в различных целях, невозможно представить без применения элементов компьютерного моделирования.
Компьютерные технологии произвели революционные изменения в редакции нноиздательском и типографском деле: фантастически повысили качество типографской продукции и производительность процесса, расширили технологические возможности. Невозможно переоценить эффективность и значение комьютерного медицинского обследования состояния больного и объективной оценки возможностей его организма.
7.2 Биотехнологии
Биотехнологией называют промышленную технологию получения ценных продуктов из исходного сырья с помощью микроорганизмов. Биотехнологические процессы известны с древних времен; хлебопечение, приготовление вина и пива, сыра, уксуса, молочнокислых продуктов, биоочистка воды и борьба с вредителями растительного и животного мира, обработка кожи, растительных волокон и многое другое, В современном понимании в сферу биотехнологии включают генетическую и клеточную инженерию, цель которых - изменение наследственных механизмов функционирования организмов для управления деятельностью живых существ. Биотехнология тесно связана с технической микробиологией и биохимией. В ней также применяются многие методы химических технологии, особенно на конечных этапах производственного процесса, при выделении веществ, например, из биомассы микроорганизмов.
В основе биотехнологии лежит микробиологический синтез, т. е. культивирование выбранных микроорганизмов в питательной среде определенного состава. Мир микроорганизмов - мельчайших, преимущественно одноклеточных организмов (бактерии, микроскопические грибы, водоросли и др.) - чрезвычайно обширен и разнообразен. Размножаются они чаще всего простым делением клеток, иногда почкованием или другими бесполыми способами.
Микроорганизмы характеризуются самыми разнообразными физиологическими и биохимическими свойствами. Для некоторых из них, так называемых анаэробов, не нужен кислород воздуха, другие отлично растут на дне океана в сульфидных источниках при температуре 250 0
С, третьи выбрали себе в качестве среды обитания ядерные реакторы.
Есть микроорганизмы, сохраняющие жизнеспособность в глубоком вакууме, а есть и такие, которым нипочем давление в 1000-1400 атм. Необычайная устойчивость микроорганизмов позволяет им занимать крайние границы биосферы: их обнаруживают в грунте океана на глубине 11 км, в атмосфере на высоте более 20 км. Микроорганизмы широко распространены в природе, в грамме почвы их может содержаться до 2-3 млрд. В микроорганизмах многие процессы биосинтеза и энергетического обмена, например, транспорт электронов и синтез белка, протекают аналогично тем же процессам, что в клетках высших растений и животных.
Однако микроорганизмам присущи и специфические ферментные и биохимические реакции, на которых основана их способность разлагать целлюлозу, лигнин, углеводороды нефти, воск и другие вещества. Существуют микроорганизмы, способные усваивать молекулярный азот, синтезировать белок, вырабатывать множество биологически активных веществ (антибиотики, ферменты, витамины и др.). На этом основано применение микроорганизмов для получения самых разнообразных продуктов. Причем в современной биотехнологии все активнее применяются не целые организмы, а их составляющие: живые клетки, различного рода структуры, яатяющиеся их частями, и биологические молекулы.
Сейчас с помощью биотехнологий получают антибиотики, витамины, аминокислоты, белки, спирты, кормовые добавки для животных, кисломолочную продукцию и многое другое. Интерес к использованию биотехнологий постоянно возрастает в различных отраслях деятельности человека: в энергетике, пищевой промышленности, медицине, сельском хозяйстве, химической промышленности и т. д. Это объясняется в первую очередь возможностью применения в качестве сырья возобновляемых ресурсов (биомассы), а также экономией энергии. Например, такие вещества, как аммиак, глицерин, метанол, фенол, производить выгоднее биотехнологией, чем химическими способами.
Перспективным направлением развития биотехнологии является разработка и внедрение в практику микробиологических способов получения различных металлов. Как известно, микроорганизмы играют важную роль в круговороте веществ в природе.
Установлено, что они причастны к процессу образования рудных ископаемых. Так, в начале XX в. на одном старом отработанном медном руднике было обнаружено в откачанном из шахты водном растворе огромное количество меди, которая была произведена бактериями из сернистых соединений меди. Окисляя не растворимые в воде сульфиды меди, бактерии превращают их в легкорастворимые соединения, причем процесс протекает очень быстро. Микроорганизмы способны перерабатывать не только медные соединения, но и другие, извлекать из них железо, цинк, никель, кобальт, титан, алюминий, свинец, висьмут, уран, золото, германий, рений и др. Особенно эффективно использование бактерий на завершающей стадии эксплуатации рудников, при переработки отвалов. Внедрение геомикробиологической технологии позволит вовлечь в промышленное использование труднодоступные, глубинные залежи полезных ископаемых. После соответствующих подготовительных работ достаточно будет погрузить на нужную глубину трубы и подвести по ним к рудной породе биораствор. Проходя через породу, раствор обогатится теми или иными металлами и, поднятый на поверхность, вынесет необходимые природные ископаемые. Отпадет необходимость строительства дорогостоящих шахт, уменьшится нежелательная нагрузка на экологическую ситуацию, высвободятся большие площади земли, занимаемые шахтами, отвалами и обогатительными предприятиями, сократятся расходы на очистку атмосферы и сточных вод, значительно снизится себестоимость добытых полезных ископаемых.
Интенсивное развитие и расширение применения биотехнологических процессов при производстве медпрспаратов, белков и кормов, органических удобрений, продуктов питания на основе брожения, горючих газов и жидкостей, микроорганизмов для очистки жидкой и воздушной среды обитания живого мира является весьма актуальной и высокоэффективной задачей экономики Республики Беларусь.
7.3 Лазерные технологии
Лазер представляет собой источник монохроматического когерентного света с высокой направленностью светового луча и большой концентрацией энергии.
Источником лазерного луча является оптический квантовый генератор (ОКГ), работа которого основана на принципе стимулированного генерирования светового излучения. Рабочим элементом ОКГ является рубиновый стержень, состоящий из окиси алюминия, активированного 0,05 %
Сг. Источником света для возбуждения атомов хрома служит импульсная лампа с температурой излучения около 4000 0
С. Свет лампы с помощью отражателя фокусируется на рубиновый стержень, в результате чего атомы хрома приходят в возбужденное состояние. Из этого состояния они могут возвратиться в нормальное, излучая фотоны. Вся запасенная в стержне рубина энергия высвобождается почти одновременно в миллионные доли секунды в виде луча диаметром около 0,01 мм. Системой оптических линз луч фокусируется на поверхность обрабатываемой заготовки. Температура луча - около 6000 - 8000 °С
Лазеры нашли широкое применение и, в частности, используются в промышленности для различных видов обработки материалов. Среди множества принципиально новых технологических процессов лазерная технология является одной из самых перспективных. Благодаря направленности и высокой концентрации лазерного луча удается реализовать технологические операции, невыполняемые каким-либо другим способом. С помощью лазера можно вырезать из любого материала детали сложнейшей конфигурации, причем с точностью до сотых долей миллиметра, раскраивать композиционные и керамические материалы, тугоплавкие сплавы, которые вообще не поддаются резке другими способоми. Лазерный инструмент все чаще применяют вместо алмазного, он дешевле и во многих случаях может заменять алмаз.
Лазерные технологические процессы можно условно разделить на два вида. Первый из них использует возможность чрезвычайно тонкой фокусировки лазерного луча и точного дозирования энергии как в импульсном, так и в непрерывном режиме. В таких технологических процессах применяют маломощные лазеры (до 1 кВт). Это небольшие газрвые лазеры импульспо-периодического действия и твердотельные лазеры на кристаллах иттрий-алюминиевого граната с примесью неодима, С помощью этой группы лазеров разработаны технологические процессы выполнил тонких отверстий (диаметром 1 -10 мкм и глубиной до 10-100 мкм) в рубиновых и алмазных камнях для часовой промышленности, изготовления волок для протяжки тонкой проволоки, обработки фильер прсссформ.
Основная область применения маломощных импульсных лазеров связана с созданием измерительных систем и приборов, записью и воспроизведением информации, с медицинскими обследованиями и лечением пациентов, резкой и сваркой миниатюрных деталей в микроэлектронике и электровакуумной промышленности, с маркировкой миниатюрных деталей, автоматическим выжиганием цифр, букв, изображений для нужд полиграфической промышленности. В последние годы в олной из важнейших областей микроэлектроники - фотолитографии, без применения которой практически невозможно изготовление сверхминиатюрных печатных плат, интегральных схем и других элементов микроэлектронной техники, обычные источники света заменяют на лазерные. Это дает возможность получить разрешение в фотолитографической технике до 0,15-0,2 мкм. Дальнейший прогресс в субмикронной литографии связан с применением в качестве экспонирующего источника света мягкого рентгеновского излучения из плазмы, создаваемой лазерным лучом. В этом случае предел разрешения, определяемый длиной волны рентгеновского излучения (0,01-0,001 мкм), оказывается просто фантастическим.
Лазерные системы широко применяются для измерения шероховатости поверхности, размеров и формы обрабатываемых поверхностей, что повлекло за собой принципиально качественные изменения как в самом технологическом процессе обработки заготовок, так и в конструкции оборудования и средств автоматизации производства.
Лазерные технологии произвели революционные изменения в технологических процессах записи и воспроизведения информации, передачи ее по оптико-волоконным системам на большие расстояния, при создании принтеров.
Второй вид лазерной технологии основан на применении лазеров с большой мощностью (свыше 1 кВт). К этой группе относятся мощные газовые лазеры. Их используют в таких энергоемких технологических процессах, как резка и сварка толстых стальных листов, поверхностная закалка, наплавление и легирование крупногабаритных деталей, очистка от поверхностных загрязнений, резка мрамора, гранита, раскрой тканей, кожи и других материалов. При лазерной сварке металлов достигается высокое качество шва и не требуется применения вакуумных камер, как при электронно-лучевой сварке, а это очень важно в конвейерном производстве.
Мощная лазерная технология нашла применение в машиностроении, автомобильной промышленности, производстве строительных материалов. Она позволяет не только повысить качество обработки материалов, но и улучшить тех ник оэкономические показатели производственных процессов. Так, скорость лазерной сварки стальных листов толщиной 14 мм достигает 100 м/ч при расходе электроэнергии 10 кВт-ч. Кроме того, прочность сварных швов при лазерной сварке в несколько раз выше обычной, это очень важно для многих отраслей, например атомной энергетики, химии и др. Лазерная сварка дает возможность избежать деформации свариваемых деталей. Производительность агрегатов лазерной сварки в 5-8 раз выше, чем у современных сварочных автоматов. Используя мощные газовые лазеры непрерывного действия, можно вырезать контур детали в стальном лисге толщиной до 100 мм. Лазерные технологии также обеспечивают поверхностное упрочнение деталей, что позволяет увеличить срок службы изделий в 8–10 раз. Применение лазерной технологии дает большой эффект при изготовлении деталей с особо высокими требованиями к качеству и точности и при получении изделий с особыми характеристиками.
7.4 Технологические процессы изготовления деталей и заготовок порошковой металлургией
Благодаря порошковой металлургии получены материалы, которые известными традиционными способами изготовить было невозможно; это твердые сплавы, пористые металлические подшипники и фильтры, фрикционные и антифрикционные материалы, композиционные материалы и электротехнические магпитомягкие изделия, техническая керамика и тепловые трубы с капиллярной структурой и многое другое. Кроме того, стало возможным максимально эффективно использовать материалы, получать композиционные изделия с уникальными свойствами. Технологические процессы порошковой металлургии, композиционные и сверхтвердые материалы, защитные, фрикционные и антифрикционные покрытия, пористые изделия находят широкое применение в машино- и приборостроении, пищевой, фармацевтической, химической, радиоэлектронной, строительной и легкой промышленности, медицине, авиации, космической технике, в технике защиты окружающей среды. Началом развития порошковой металлургии в Беларуси явилось создание в Белорусском политехническом институте специальной лаборатории, которая с течением времени выросла в Белорусский государственный научно-производственный концерн порошковой металлургии.
Сущность технологического процесса изготовления деталей и заготовок порошковой металлургией заключается в том, что металлы, сплавы или химические соединения металлов превращают в порошки или гранулы различной фракции. Затем их смешивают в определенной пропорции, прессуют в так называемых пресс-формах, извлекают спрессованную заготовку и в специальных печах в условиях инертной среды или вакуума спекают в течение определенного времени, охлаждают по заданному режиму и получают достаточно прочное соединение порошков или гранул в виде соответсгяующей формы полуфабриката или уже готового изделия. Часто для придания спрессованным и спеченным порошковым заготовкам определенных свойств проводят дополнительную термообработку или пластическую деформацию, а для получения требуемых размеров и их точности, а также шероховатости поверхностей - обработку резанием.
В машиностроительной и инструментальной промышленности порошковой металлургией изготавливают твердосплавные инструменты (резцы, фрезы, пилы, сверла, волоки, фильеры, валки); направляющие и подшипники; постоянные магниты, сунсрмагниты; детали электро- и радиоприборов; зубчатые колеса; фильтры и катализаторы, тормозные колодки и направляющие втулки и т. д,
Важными преимуществами порошковой технологии является возможность изготавливать металлоизделия практически без отходов при значительной сложности геометрической формы обрабатываемой заготовки, возможность создания композиционных изделий, состоящих из монолитного и порошкового слоя, обладающего уникальными свойствами, например высокой твердостью, износостойкостью, жаростойкостью и т. д. Металлическая стружка, облой, заусенцы, литники и другие виды метал л о отходов могут быть легко превращены в специальных мельницах в порошки, которые полностью, без потерь превращают в готовые детали или близкие по форме и размерам к ним заготовки. Металлоотходы можно переплавлять и превращать в специальных установках в гранулы, которые затем в пресс-формах формируют в полуфабрикаты, обладающие различной пористостью в зависимости от технологического процесса. Широкое применение пористые порошковые материалы получили для фильтров, подшипников скольжения, магнитов, поршневых колец, уплотнений, электроконтактов; металлопластмассовых и металлостеклянных изделий, металло пен ом ате риалов, огнепреграждающих пористых элементов, пористых титановых дисковых аэраторов, пористых глушителей шума, тепловых трубок и теплоотводов, защитных экранов электромагнитных излучений и т. д.
Экономическая целесообразность применения порошковой металлургии для изготовления многих металлоизделий может быть обоснованной в следующих случаях:
 когда металлоизделиям необходимо придать особые свойства, которые невозможно получить другими способами; когда расход дорогостоящего материала недопустим; когда металлоизделиям необходимо придать особые свойства, которые невозможно получить другими способами; когда расход дорогостоящего материала недопустим;
когда трудоемкость порошкового металлоизделия ниже альтернативного; когда геометрическая форма детали требует применения сложных и дорогостоящих инструментов;
когда экономическая эффективность изготовленного методом порошковой металлургии изделия очевидна.
7.5 Технологические процессы обработки материалов давлением
Обработка материалов давлением нашла широкое применение в различных отраслях промышленности, и прежде всего в металлургии и машиностроении, для получения металлических материалов и заготовок. Обработка материалов давлением позволяет во многих случаях добиться уникальных результатов, которые немыслимы при других способах обработки материалов. При формоизменении заготовок из металлов и сплавов удается еще изменить в лучшую сторону и их свойства (повысить прочность и пластичность, вязкость и упругость), сформировать на поверхности определенный микрорельеф, определяющий шерховатость и свойства поверхностного слоя. Подавляющее большинство способов обработки материалов давлением весьма рационально используют исходную заготовку при формировании проката; проволоки, поковки, штамповки – отходы составляют несколько процентов, в некоторых случаях процесс может быть вообще безотходным. По производительности технологические процессы обработки материалов давлением не знают себе равных (скорость прокатки может достигать 100 We, практически скорость сварки давлением неограниченна, что успешно используется при производстве сварных труб, сварке большегабаритных многослойных листов). Диапозон применяемых на практике давлений чрезвычайно широк: от вакуума до сжатия в специальных камерах при давлении 1010
Н/м2
.
Если для изготовления деталей и заготовок из полимерных и пластмассовых материалов применяют низкие давления, то для обработки металлических сплавов иногда требуются такие давления, которые обычные инструментальные материалы не выдерживают, и тогда необходимо переходить к твердым сплавам. Известно, что для получения искусственных алмазов из углерода требуется огромное давление, и для реализации такого технологического процесса необходимо иметь уникальное оборудование и специальный инструмент. Часто для обработки металлических сплавов в холодном и горячем состоянии применяют высокомощное оборудование (прессы, молоты, штамповочные машины, прокатные и волочильные станы, гибочные машины и т. п.), которое относится к дорогостоящим технологическим устройствам, но благодаря высокой эффективности они окупаемы в короткие сроки. Важным условием эксплуатации такого оборудования является высокий коэффициент его загрузки.
7.6 Электрофизические и электрохимические методы обработки материалов
В современном машиностроении получают все большее распространение материалы, которые отличаются высокой твердостью и вязкостью, трудно поддаются традиционным способам обработки. Все возрастающее количество применяемых штампов и пресс-форм отличается высокой сложностью внутренних полостей. Это послужило основанием создания и внедрения в производство высокоэффективных электрофизических (ЭФ) и электрохимических (ЭХ) методов обработки, сущность которых заключается в том, что обработка облегчается благодаря ослаблению связей между элементарными объемами заготовки за счет их нагрева, расплавления и удаления из зоны обработки или переводу сплава в легкоудаляемое соединение.
При электрофизической обработке используют инструмент - электрод, который может быть изготовлен из легкообрабатываемого материала (меди, графита, меднографитовой композиции и т. п.). При сближении в жидком диэлектрике электродов, инструмента и заготовки возникает электрический разряд, и через зазор между ними начинает течь электрический ток. Электроны, соударяясь с анодом (заготовкой), интенсивно его разогревают и расплавляют микрообъемы заготовки. Расплавленные частички сплава охлаждаются жидким диэлектриком и удаляются из зазора между инструментом и заготовкой. Электрофизические методы отличаются высокой концентрацией энергии (1000-100000000 вт/см2
} на локальных участках обрабатываемой заготовки, частицы материала удаляются с поверхности в расплавленном или парообразном состоянии. На электроэрозионных станках можно выполнять сложные полости в заготовках, резать и сверлить их, шлифовать и полировать. При полировке отпадает необходимость в применении инструмента, достаточно обеспечить мощный разряд между полируемым изделием и водным раствором поваренной соли.
Характерной особенностью электроэрозионной (электроразрядной) обработки является то, что электрический пробой происходит по кратчайшему пути, что предопределяет разрушение (оплавление) наиболее близко расположенных участков заготовки. Поэтому при выполнении углублений (полостей) или отверстий обрабатываемая поверхность заготовки принимает форму электрода. Известно, что механическая обработка наружных поверхностей заготовки значительно проще, производительнее и экономичнее, может быть выполнена более качественно, чем внутренних поверхностей, при этом может быть использован простой инструмент и универсальное оборудование.
Электрохимические методы обработки основываются на анодном растворении сплава. Анод под действием электрического тока в среде электролита растворяется, и продукты растворения удаляются протекающим через зону обработки электролитом. Плотность энергии при ЭХ значительно меньшая, чем при ЭФ-методах (10-10000 Вт/см2
); в некоторых случаях качество обработки получается выше, чем при ЭФ-методе. При ЭФ- и ЭХ-методах обработки легко автоматизировать технологический процесс изготовления таких сложных изделий, как пресс-формы, штампы, волоки, фильеры и многое другое.
7.7 Применение ультразвуковых колебаний в технологических процессах
Ультразвуком принято называть упругие механические колебания с частотой свыше 18 кГц, которые находятся за пределами слышимости обычного человека. Ультразвук характеризуется частотой, амплитудой и интенсивностью колебаний. Ультразвуковые колебания получают с помощью специальных преобразователей, в которых высокочастотные электрические колебания преобразуют в механические. Для этого часто используют пьезокерамические материалы и специальные металлические сплавы, которые способны под действием электрического тока или электромагнитного поля изменять геометрические размеры. Можно применять и чисто механические устройства. Ультразвуковые колебания передаются через твердые тела, жидкость или газ, в том числе и через воздух.
Ультразвуковые, или так называемые акустические колебания, впервые начали применять для измерения расстояния между подвижными и неподвижными объектами, затем успешно использовали для определения их размеров. Весьма удачно ультразвук применили для определения внутренних дефектов в твердых телах, так появились дефектоскопы. Далее ультразвуковые колебания начали применять в медицинской практике для обследования состояния внутренних органов в живых организмах. В настоящее время при исследованиях на установках УЗИ удается с высокой точностью и минимальными затратами определить состояние человеческого организма, малейшие патологические отклонения при полной безопасности для обследуемого. Нашли применение ультразвуковые ингаляторы, которые позволяют без нагрева медпрепаратов получить воздушно-капельную смесь, легко вдыхаемую пациентом. Перспективным является применение ультразвука для получения определенной влажности воздуха в помещении.
Ультразвуковые колебания различной интенсивности применяют в промышленности для проведения и интенсификации технологических процессов. Так, ультразвук сейчас широко используют для мойки различных материалов и деталей. В этом случае очистка изделий от загрязнений происходит вследствие явления кавитации жидкости возникновения и захлопывания пузырьков (полостей) под действием ультразвуковых колебаний. С помощью ультразвука можно значительно ускорять растворение различных веществ. Ультразвуковые колебания успешно применяются при обработке материалов резанием, в том числе при абразивной обработке (шлифовке и полировке) высокопрочных и твердых заготовок, например, при изготовлении волок и фильер из твердых сплавов. При волочении и прокатке, прессовании И штамповке наложение ультразвуковых колебаний приводит к уменьшению усилий деформации и снижению контактного трения, что оказывает благоприятное влияние на обработку материалов давлением. Положительное воздействие ультразвука наблюдается при обработке расплавленных металлов, а также при сварке.
7.8. Мембранная технология
Мембранная технология – это одно из новых направлений развития химических технологических процессов, целью которых является разделение жидких и газовых смесей с помощью полупроницаемых мембран. Процесс разделения основан на том, что некоторые компоненты дистемы проходят через мембрану медленее других или вовсе задерживаются. Движущей силой процесса может быть градиент концентраций, давления, электрического потенциала или температуры по обе стороны мембраны. Эффективность разделения оценивается показателями «селективность», «производительность» и «коэффициент разделения». Разделение смесей через мембрану осуществляется в основном при температуре окружающей среды без фазовых превращений, что обусловливает простоту конструкции мембранных аппаратов и экономичность процесса.
Мембранная технология применяется для опреснения соленых и очистки производственных и бытовых, сточных вод, для получения особо чистой воды, разделения углеводородов, повышения концентрации растворов, в том числе фруктовых и овощных соков, молока и его производных, выделения и очистки биологически активных веществ, применяемых в медециие, и т, п.
Растворы разделяют с помощью следующих способов мембранной технологии: обратного осмоса, ультрафильтрации, диализа, электродиализа, микрофильтрации,
Способ разделения обратным осмосом
заключается в том, что раствор под давлением 3 – 8 МПа подается на полупроницаемую мембрану, пропускающую растворитель (воду) и задерживающую полностью или частично молекулы или ионы растворенного вещества. Суть способа состоит в следующем: если концентрация вещества в растворе «А» больше, чем в растворе «В», находящихся по разные стороны мембраны, то возникает поток молекул (ионов) этого вещества через мембрану от раствора «А» к раствору «В». Этот поток можно остановить, если повысить давление в растворе «В». Разность давлений, при которой прекращается переход через мембрану вещества, называется осматическим давлением. При обратном осмосе используют плоско камерные, трубчатые или рулонные аппараты с разделительными мембранами в виде пленок и полых волокон. Метод применяется для опреснения соленых и очистки сточных вод, разделения смесей путем удаления одного из составляющих, концентрирования растворов и др.
Ультрафильтрация
относится к процессу мембранного разделении растворов и коллоидных систем, и которых молекулярная масса растворенных (диспергированных) компонентов намного больше молекулярной массы растворителя (дисперсионной среды). Для разделения в данном случае применяется небольшое избыточное давление 0,1–0,8 МПа. При этом значительное влияние оказывает на ультрафильтрацию
«концентрационная поляризация», приводящая к гелеобразованию или выпадению осадка у поверхности мембраны. Используется ультрафильтрация для очистки сточных вод от высокомолекулярных соединений, очистки крови и биологически активных веществ, вакцин, вирусов, молока, фруктовых соков и др.
Микрофыльтрация
используется для разделения коллоидных систем при помоши полимерных высокопористых пленок, часто нанесенных на подложки (пластины, цилиндры, сетки, бумажные листы). Их толщина составляет 10-350 мкм, размер пор 0,0114 мкм, градиент давления по обе стороны мембраны 0, 01- 0,1 МПа. Микрофильтрация применяется для очистки технологических растворов и воды от тонкодиспергированных веществ. Основные достоинства способа – простота конструкционного оформления установки, большая производительность при малых эксплуатационных затратах.
Диализ
предназначен для разделения растворенных веществ, значительно различающихся молекулярными массами. Способ основан на неодинаковых скоростях диффузии веществ через полупроницаемую мембрану, разделяющую концентрированный и разбавленный растворы. Применяется диализ при производстве искусственных волокон, ряда биологических препаратов, для очистки растворов биологически активных веществ и др. Электродиализ -
способ разделения ионизированных соединений под действием электродвижущей силы, создаваемой в растворе по обе стороны разделяющей его мембраны. Разделение ионов с одинаковым знаком заряда происходит в результате различия скоростей их переноса через мембрану. Способ широко используется для обессо-ливания морской и соленой воды, сахарных растворов, молочной сыворотки, для извлечения минерального сырья из соленых вод.
Мембранное газоразделепие
представляет собой разделение газовой смеси на компоненты или ее обогащение в аппаратах с непористыми перегородками (мембранами). Способ основан на различии между коэффициентами газопроницаемости компонентов газовой смеси. Для разделения газовых смесей применяются мембраны из стекла, металлов, полимерных материалов. Наибольшей производительностью обладают асимметричные мембраны, состоящие из пористого и сплошного слоев, причем толщина последнего составляет около 0,25% общей толщины мембраны.
Тип мембраны определяет конструкцию аппарата, достижимую плотность упаковки мембран и эксплуатационные параметры. Известны аппараты с плоскопараллельным расположением мембранных элементов, с рулонными элементами, с половолоконными и капиллярными мембранными племенами.
Один из существенных недостатков мембранных способов разделения (обратного осмоса и ультрафильтрации) заключается в том, что в процессах опреснения и обессоливания образуются вода и концентрированный раствор, который содержит смесь неорганических веществ в виде ионов. Из-за невозможности дальнейшего использования такую смесь приходится сбрасывать в окружающую среду (море, реку, водоем). Недавно разработан новый процесс разделения жидкостей, основанный на возможности неэквивалентного переноса ионов растворенных в воде веществ через поры мембраны. В обычных условиях катионы и анионы растворетшых веществ проходят или задерживаются в эквивалентном соотношении. Неэквивалентность переноса ионов через полупроницаемую мембрану обеспечивается свойствами поверхностного слоя мембраны. Этот слой наносится на промышленную ультрафильтрационную мембрану и может состоять из полимерных, органических и неорганических веществ, которые после нанесения и последующей термической и химической обработки приводят к возникновению новых свойств мембраны – возможности прохождения через нее ионов в неэквивалентном соотношении. Этот способ позволяет уменьшить энергетические затраты при одновременном извлечении минерального сырья и предотвращении засоления природных источников водоснабжения. Мембранная технология является одним из приоритетных направлений начно-технического прогресса, так как она открывает путь к созданию ресурсосберегающих технологических процессов, оказывает благоприятное влияние на экологическую ситуацию. В перспективе предусматривается значительный рост объемов производства с применением обрати о осмотических и ультрафильтрационных мембран, стойких в агрессивных средах. Разрабатывается поколение новых мембран, получаемых методом синтеза на границе раздела фаз, а также модифицируемых плазменной обработкой или радиационной прививкой. Широко развернуты работы по созданию мембран с использованием целенаправленного регулирования свойств за счет изменения состава и соотношения центров активированного переноса веществ в полимерах.
7.9 Нанотехнология
Наука вплотную подошла к нанотехнологическим открытиям, которые коснутся практически всех областей деятельности человека. Понятие нанотехнологии появилось сравнительно недавно. Нанотехнология – это технологический процесс, объекты воздействия и манипуляции которой имеют геометрические размеры порядка нанометра (1 нанометр = 109
м), это уже операции с отдельными атомами и молекулами. Теоретические предпосылки были впервые высказаны в конце 1959 г. на съезде Американского физического общества в Калифорнийском технологическом университете Ричардом Фейнманом. В 1962 г. аналогичную идею изложил английский химик Арчер Мартин, который утверждал, что использование сверхминиатюрной технологии и методики позволит быстро описать и понять трехмерную структуру замороженной биологической клетки и в дальнейшем ее можно вновь оживить, пользуясь компьютерной техникой и автоматизированными механическими устройствами. Существенное изменение масштаба манипуляции влечет за собой, во-первых, принципиальные изменения многих физико-химических свойств веществ, во-вторых, требует создания многоступенчатых и иерархических систем управления принципиально нового типа, возможно, похожих на системы управления и регулирования в живых организмах. Базовая концепция, предложенная американским ученым Эриком Дрекслером в 1985 г., подразумевала сознательное манипулирование атомами и малекулами, когда каждый из них занимает в конечной структуре то место, которое ему определено человеком. Первым результатом работы нанотехнологии можно считать сложение американскими инженерами компании IBM из отдельных атомов ксенона названия своей фирмы. Этот процесс они проводили в вакууме при температуре жидкого гелия и доказали, что человек способен манипулировать отдельными атомами, для этого необходим наноробот, который выполняет роль сборщика. Нанороботы, способные манипулировать отдельными атомами и молекулами, как нельзя лучше подходят на роль клеточного доктора в организме человека, они способны выращивать искусственные ткани для замены элементов суставов, костей, сосудов и т. п. Скорее всего, первый нанотсхнологический процесс будет применен при выращивании трехмерных микросхем с многократно связанными структурами, состоящими из сотен слоев. Это переход к принципиально новой структуре вычислительной машины, к нейрокомпьютеру, в котором элементарные процессоры (нейроны) соединены друг с другом множеством связен, подобно нейронам головного мозга. Нанотех-нология -это переход в иную область управления веществом, последствия которого и будущее развитие сейчас трудно предугадать и оценить, в лабораториях удалось преодолеть рубеж ОД мкм, что дает основание говорить о теоретическом переходе от микро- к нанотехпологическим процессам.
ИНФОРМАЦИОННЫЕ ТЕХНОЛОГИИ
1 Информационная технология
Информационная технология
– это система приемов, способов и методов сбора, хранения, обработки, передачи, представления и использования информации.
Термин система, –
подразумевает наличие совокупности взаимосвязанных приемов, методов, способов, осуществляемых для достижения определенной цели.
Процессы получения, хранения, транспортировки, преобразования и представления информации называют информационными процессами
.
Понятие информационная технология
связывают с использованием электронных средств передачи и обработки информации. В этом случае правильнее было бы использовать термин новая информационная технология,
оставив за понятием информационная технология
более широкое значение. Однако распространение получило именно узкое понимание термина информационная технология
как системы методов сбора, хранения, обработки, передачи, представления и использования информации, основанной на применении средств электроники и вычислительной техники. Именно в таком, узком, смысле термин информационная технология используется в данном учебном пособии.
Областями применения информационных технологий являются различные сферы услуг (связь, развлечения и т.д.), системы поддержки деятельности людей в разных сферах (управленческой, производственной, научной, коммерческой и др.), потребительская электроника (бытовые видео и аудиосистемы) (рисунок 2.1).

Рисунок 2.1 – Области применения информационных технологий
Определим различия в таких терминах, как обработка информации
и обработка данных, передача информации
и передача данных.
Информация
– это сведения о фактах, концепциях, объектах, событиях и идеях, которые в данном контексте имеют вполне определенное значение.
Данные
– это информация, представленная в виде, пригодном для обработки автоматическими средствами при возможном участии человека.
Таким образом, понятие информация
является более общим по отношению к понятию данные
и, следовательно, вместо, например, термина «передача данных» всегда можно использовать термин «передача информации».
2.2. Информационные системы и их классификация
Информационная технология охватывает только приемы, методы, способы и не включает в себя средства реализации этих приемов, методов и способов
Информационная система
– это совокупность технических (аппаратных) и программных средств, а также работающих с ними пользователей (персонала), обеспечивающая ввод, передачу, хранение, обработку и представление информации.
Классификацию информационных систем можно проводить по ряду признаков:
назначению, структуре аппаратных средств, режиму работы, виду деятельности и т.п.
По назначению информационные системы делят на информационно-управляющие, системы поддержки принятия решений, информационно-поисковые, информационносправочные и системы обработки данных.
Информационно-управляющие системы
– это системы для сбора и обработки информации, необходимой при управлении организацией, предприятием, отраслью и т.п.
Системы поддержки принятия решений
предназначены для накопления и анализа данных, необходимых для принятия решений в различных сферах деятельности людей.
Информационно-поисковые системы
– это системы, основное назначение которых – поиск информации, содержащейся в различных базах данных, различных вычислительных системах, разнесенных, как правило, на значительные расстояния. Примером таких систем являются, в частности, поисковые системы (серверы) в сети INTERNET, автоматизированные системы поиска научно-технической информации (АСНТИ) и др. Информационно-поисковые системы делятся на документальные
(назначение – поиск документов) и фактографические
(назначение – поиск фактов).
Информационно-справочные системы
– это автоматизированные системы, работающие в интеракгивном режиме и обеспечивающие пользвателей справочной информацией. К таким системам относятся системы информационного обслуживания пассажиров на железнодорожных вокзалах.
К системам обработки данных
относится класс информационных систем, основной функцией которых являются обработка и архивация больших объемов данных.
По виду деятельности автоматизированные информационные системы делят на автоматизированные системы управления предприятием
(АСУП), автоматизированные системы управления технологическими процессами
(АСУТП), системы автоматизированного проектирования
(САПР), автоматизированные обучающие системы
(АОС) и т.д.
По структуре аппаратных средств выделяют однопроцессорные, многопроцессорные и многомашинные системы
(сети ЭВМ, сосредоточенные системы, системы с удаленным доступом). Многомашинные и многопроцессорные системы создаются для повышения производительности и надежности вычислительных комплексов.
Сосредоточенные системы
– это вычислительные системы, весь комплекс оборудования которых, включая терминалы пользователей, сосредоточен в одном месте, так что для связи между отдельными машинами используются интерфейсы ЭВМ и не требуется применять системы передачи данных. Системы с удаленным доступом
(с телеобработкой) обеспечивают связь между терминалами пользователей и вычислительными средствами способом передачи данных но каналам связи (с использованием систем передачи данных). Сети ЭВМ
(вычислительные сети) – это взаимосвязанная совокупность территориально рассредоточенных систем обработки данных, средств и (или) систем связи и передачи данных, обеспечивающая пользователям дистанционный доступ к вычислительным ресурсам и коллективное использование этих ресурсов.
По режиму функционирования вычислительные системы разделяют на однопрограммные и мультипрограммные. Однопрограммный
режим имеет место тогда, когда все ресурсы вычислительной системы используются для решения одной задачи от начала до завершения. Мультипрограммный
режим предусматривает параллельную работу или чередование выполнения двух или более задач.
По характеру обслуживания пользователей выделяют следующие режимы:
индивидуального пользования, пакетный и коллективного пользования.
В режиме индивидуального пользования
все ресурсы системы предоставляются в распоряжение одного пользователя. Пакетная обработка
– это обработка данных или выполнение заданий, накопленных заранее таким образом, что пользователь не может влиять на обработку, пока она продолжается. Пакетная обработка может вестись как в однопрограммном, так и в мультипрограммном режиме. Режим коллективного пользования
– это форма обслуживания, при которой возможен одновременный доступ нескольких независимых пользователей к ресурсам вычислительной системы. Коллективное пользование в режиме запрос-ответ
предполагает, что система обслуживает запрос каждого пользователя без прерываний. В режиме разделения времени
вычислительные ресурсы предоставляются различным задачам (различным пользователям) последовательно квантами. По истечении кванта времени задача возвращается в очередь ожидания обслуживания.
По характеру взаимодействия с пользователями выделяют системы, работающие в диалоговом и интерактивном режимах. Диалоговый
режим – режим взаимодействия человека с системой обработки информации, при котором человек и система обмениваются информацией в темпе, соизмеримом с темпом обработки информации человеком. Интерактивный режим
– режим взаимодействия человека и процесса наработки информации, реализуемого информационной системой, выражающийся в разного рода воздействиях на этот процесс, предусмотренных механизмом управления конкретной системы и вызывающих ответную реакцию процесса.
По особенностям функционирования информационной системы во времени выделяют режим реального времени
(real time processing) – режим обработки информации, при котором обеспечивается взаимодействие системы обработки информации с внешними по отношению к ней процессами в темпе, соизмеримом со скоростью протекания этих процессов.
3 Структура информационного процесса. Способы описания информационных технологий
Информационная технология определяет методы (способы, приемы) реализации информационного процесса. В определении понятия информационной технологии перечисляются элементарные операции информационного процесса: сбор, преобразование и ввод в ЭВМ; передача; хранение; обработка; представление пользователям (рисунок 1.3). Реализация каждой операции над информацией может осуществляться с использованием различных методов. Поэтому можно говорить и о различных технологиях сбора, преобразования и ввода в ЭВМ, передачи, хранения, обработки и представления информации.

Рисунок 2.3 – Структура информационного процесса
Перечисленные функции названы элементарными, более сложные функции образуются сочетанием элементарных. Так обмен сообщениями между пользователями вычислительных систем на основе принципа «почтового ящика» (электронная почта) осуществляется в результате реализации упорядоченной совокупности операций ввода, передачи, хранения и обработки сообщений.
Чтобы дать представление об информационной технологии, нужно указать ее назначение, перечислить выполняемые операции (функции) над информацией и определить их взаимосвязь (например, последовательность), указать метод реализации каждой операции (рисунок 2.4).

Рисунок 2.4 – Описанией информационной технологии
Рассмотрим технологию электронной почты.
Ее назначение – передачи сообщений различного вида (текст, речь, изображения) между пользованиями. Эта технология предусматривает создание электронных почтовых отделений, где каждый пользователь может иметь свой электронный почтовый ящик. Пользователь, желающий передать в какой-либо адрес сообщение, с помощью компьютера направляет его по линиям связи (телефонным, оптоволоконным и т.д.) в электронное почтовое отделение, которое помещает его в почтовый ящик получателя. Получатель имеет возможность в любой момент, связавшись по линиям связи с почтовым отделением, получить сообщение на свой компьютер. Основные функции электронной почты следующие:
 ввод сообщений в систему и получение сообщений; ввод сообщений в систему и получение сообщений;
передача сообщений в почтовые ящики пользователей и обмен ими между
ящиками;
проверка и исправление ошибок, возникающих при передаче; пересылка подтверждений о доставке сообщений; рассылка сообщений по спискам адресов; изменение адресов.
Приведенная технология работы электронной почты является описательной неформализованной
моделью. Такие модели дают общее представление о технологии (концепция технологии), однако они недостаточно наглядны (особенно при сложном взаимодействии между элементарными операциями) и неприемлемы для какого-либо количественного анализа. Более понятны формализованные описательные модели,
т.е. такие модели, где сведения представлены с помощью специальных документов (бланков, форм, анкет, таблиц и т.п.). Еще большей наглядностью обладают графические модели,
особенно в ситуациях, когда требуется описать взаимосвязи между отдельными операциями (например, их последовательность) (рисунок 2.5). К графическим моделям относятся схемы, графы, а также чертежи и т.д.

Рисунок 2.5 – Классификация моделей информационных процессов
4 Характеристики и показатели качества информационных процессов
Можно выделить две основные группы характеристик, которые нужно принимать во внимание при анализе качества информационных процессов. Это характеристики временные и характеристики качества резулбтирующей информации на выходе информационного процесса.
К показателям временных свойств информационных процессов относятся:
среднее время и дисперсия выполнения информационного процесса
(среднее время реакции информационной системы на запрос пользователя); продолжительность временного интервала, в течение которого информационный процесс завершается с заданной вероятностью.
Качество данных характерезуется целым набором свойств, важнейшими из которых являются: достоверность данных – свойство данных не содержать скрытых ошибок; целостность данных – свойство данных сохранять свое информационное содержание и однозначность интерпритации в условиях случайных воздействий. Целостность данных счивается не нарушенной, если данные не искажены и не разрушены;
безопасность данных – защищенность данных от несанкционированного доступа к ним, осуществляемого с целью их раскрытия, изменения или разрушения.
Для данных, имеющих место на выходе информационно-поисковых систем, важное место имеют такие свойства, как ревалентность (смысловое соответствие выданной информации запросу) и полнота (свойство выдаваемой информации содержать все документы, ревалентные запросу).
Показатели качества информационных процессов зависят от методов и средств их осуществления, т.е от используемой информационной технологии и характеристик информационных систем, создаваемых для их реализации. Поэтому при проектировании информационных систем необходимо учитывать требования к показателям качества информационных процессов, исследовать влияние характеристик информационных систем (таких, как производительность и надежность и др.) на показатели качества информационных процессов.
5 Основы гибкой автоматизированной технологии
Гибкая производственная система
(ГПС) представляет собой совокупность в разных сочетаниях оборудования с числовым программным управлением (ЧПУ), роботизированных технологических комплексов, гибких производственных модулей, отдельных единиц технологического оборудования и систем обеспечения их функционирования в автоматическом режиме в течение заданного интервала времени, обладающую свойством автоматизированной переналадки при производстве изделий произвольной номенклатуры в установленных пределах значений их характеристик.
Понятие гибкости производственной системы является неоднозначным. Целесообразно рассматривать структурную
и технологическую гибкость.
Структурная гибкость
предусматривает возможность выбора последовательности обработки или сборки, наращивания системы на основе модульного принципа и выполнения работы на аналогичном оборудовании при выходе из строя любой из единиц оборудования, Входящих в систему.
Технологическая гибкость
определяется по способности выполнять на имеющемся оборудовании обработку группы различных деталей без переналадки или с незначительными переналадками (не чаще 1–3 раз в месяц). Для систем с широкой и непрерывно изменяющейся номенклатурой обрабатываемых деталей наиболее приемлемым является технологический принцип организации гибкой структуры, что обеспечивает наиболее эффективное использование оборудования и позволяет сократить численность работающих.
По организационной структуре ГПС делят на следующие виды: гибкий производственный модуль (ГПМ), гибкая автоматизированная линия (ГАЛ), гибкий автоматизированный участок (ГАУ), гибкий автоматизированный цех (ГАЦ).
Гибкий производственный модуль
- это составная часть ГПС, представляющая собой единицу технологического оборудования для производства изделий произвольной номенклатуры в установленных пределах значений их характеристик с программным управлением, автономно функционирующая, автоматически осуществляющая все функции, связанные с их изготовлением, имеющая возможность встраивания в гибкую производственную систему.
Гибкая автоматизированная линия
- это производственная система, состоящая из нескольких ГПМ, объединенных автоматизированной системой управления, в которой технологическое оборудование расположено в принятой последовательности технологических операций.
Гибкий автоматизированный участок
- это гибкая производственная система, состоящая из нескольких ГПМ, объединенных автоматизированной системой управления, функционирующая по технологическому маршруту, в котором предусмотрена возможность изменения последовательности использования технологического оборудования. Гибкий автоматизированный цех – это гибкая производственная система, представляющая собой в различных сочетаниях совокупность гибких автоматизированных линий, роботизированных технологических участков для изготовления изделий заданной номенклатуры.
Гибкие производственные системы основаны на широком применении современного программно-управляемого технологического оборудования, микропроцессорных вычислительных средств и робототех-нических систем.
В перспективе ГПС являются составными элементами автоматических заводов серийного производства, обеспечивающих комплексное решение задач, связанных с изготовлением продукции и управлением предприятием.
Внедрение ГПС дает большой экономический эффект и вызывает важные изменения в производстве, что проявляется в повышении культуры труда, исключении тяжелого физического труда и улучшении техники безопасности.
Однако ГПС не может заменить асе виды производства. При больших размерах партий однотипных деталей целесообразно использовать жесткие автоматические и роторные линии станков. В условиях единичного производства более выгодно применение универсального оборудования, обслуживаемого высококвалифицированными рабочими. Промежуточное положение между этими двумя видами производства занимает ГПС.
При переходе к гибким производственным системам и гибким автоматизированным участкам эффективность использования оборудования повышается в 2...3 раза за счет сокращения времени на переналадку. Коэффициент использования машинного времени станков повышается до 0,85 - 0,9 (по сравнению с 0,4 - 0,6), а коэффициент сменности их работы - до 2,5. Существенно (в 6 - 10 раз) сокращается цикл обработки деталей. Однако создание ГПС связано со значительными затратами, и во всех случаях необходимо оценивать технико-экономическую и организационную эффективность от их внедрения.
Показателями экономической эффективности от внедрения ГПС являются коэффициент окупаемости, годовой экономический эффект, коэффициент повышения производительности труда, коэффициент приращения стоимости обработки продукции на одного работающего, фондоотдача.
Эффективность оценивается коэффициентом использования оборудования, коэффициентом сменности и загрузки оборудования, коэффициентом гибкости и показателями надежности.
6 Автоматизация систем управления и проектирования
Автоматизация обработки информации на производстве включает два процесса: создание и использование автоматизированных систем управления (АСУ) и систем автоматизированного проектирования (САПР). АСУ - это система «человек - машина», обеспечивающая эффективное функционирование объекта, в которой сбор и обработка информации, необходимой для реализации функций управления, осуществляется с применением средств автоматизации и вычислительной техники.САПР - это система «человек - машина», обеспечивающая эффективное проектирование (создание, разработку) объекта, в процессе которого сбор и обработка необходимой информации, а также выдача результатов осуществляются с применением средств автоматизации и вычислительной техники.
В зависимости от производственного объекта существуют различные АСУ и САПР. Например, автоматизированная система управления технологическими процессами (АСУТП), автоматизированная система технологической подготовки производства (АСТПП) - система автоматизированного проектирования технологического процесса, автоматизированная система управления предприятием (АСУП).
Классифицировать автоматизированные системы управления можно на три класса. К первому классу будут относить АСУ, в которых объектом управления являются люди, например АСОУ - автоматизированная система организационного управления. Ко второму классу - АСУ, в которых объект управления – машины, например АСУ'ГП. К третьему - интегрированные АСУ (ИАСУ), в которых объект управления - - и люди, и машины. К таким АСУ относятся автоматизированные системы управления предприятием (АСУП) или интегрированные системы управления предприятием (ИСУП).
АСУП представляют собой комплексные и сложные системы управления. Поэтому при проектировании и эксплуатации они делятся на подсистемы. Выделяют две группы подсистем: функциональные и обеспечивающие
. Функциональные подсистемы
: технико-экономическое планирование, оперативное управление основным производством, материально-техническое снабжение и сбыт, техническая подготовка производства, управление качеством, бухгалтерский учет. Обеспечивающие подсистемы: техническое обеспечение, математическое и программное обеспечение, информационное обеспечение.
Среди современных ИСУП широкое применение находят «1С:Предприятие». «Галактика», «Парус» и др. Например, ИСУП «Галактика» предназначена для использования при создании единой автоматизированной системы управления на современном предприятии. Эта система содержит четыре управленческих контура: контур административного управления; контур оперативного управления; контур управления производством; контур бухгалтерского учета.
|