| 
|
| Федеральное агентство по образованию
|
| Брянский государственный технический университет
|
| |
«Утверждаю»
Ректор университета
____________А. В. Лагерев
«19» 09
2007 г.
ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
ТЕХНОЛОГИЯ КОНТАКТНОЙ СВАРКИ
Методические указания
по выполнению лабораторной работы №7
для студентов 1-го курса дневной и вечерней
форм обучения всех специальностей
Издание второе,
исправленное и переработанное
Брянск 2007
УДК 621.78.11
Технология конструкционных материалов. Технология контактной сварки: Методические указания по выполнению лабораторной работы № 7 для студентов 1-го курса дневной и вечерней форм обучения всех специальностей. - 2-е изд., испр. и перераб. - Брянск: ЕГТУ, 2002,-8 с.
Разработали: С.В.Давыдов,
канд.техн.наук, доц.
Е.В.Ковалева,
асс.
Рекомендовано кафедрой "Технология металлов и металловедение" БИУ (протокол № 5 от 14.05.02).
Печатается по изданию: Материаловедение и обработка материалов. Технология контактной сварки: Методические указания к выполнению лабораторной работы № 8 для студентов 1-го курса всех специальностей, 1996.
ВВЕДЕНИЕ
Тернии "Контактная ©варка" включает все виды сварки, основанные на использовании тепла, выделяющегося в металле свариваемых деталей и в контакте между ними при прохождении электрического тока.
Основными способами электрической контактной сварки являются точечная, шовная (роликовая) и стыковая. Эти три вида контактной сварки нашли наибольшее применение в промышленности.
Цель настоящей работы состоит в ознакомлении студентов с физической сущностью этих видов сварки и технологическими особенностями применения их в промышленности.
Продолжительной работ - 2 часа.
1. КОНТАКТНАЯ ТОЧЕЧНАЯ СВАРКА
Принципиальная схема этого способа показана на рис.1. Сварка осуществляется следующим образом: тщательно зачищенные детали 1
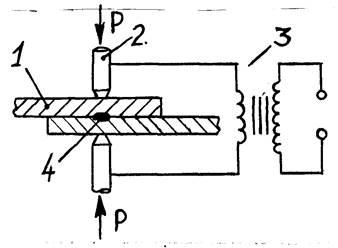 собирают внахлестку и помещает между электродами 2 точечной машины. Затем детали сжимают электродами с усилием Р и по вторичной цепи пропускают электрический ток с помощью контактного трансформатора 3. При этом в деталях и в контакте между ними выделяется большое количество тепла, достаточное для расплавления части металла и образования сварной точки (ядра) 4 при последующем охлаждении. собирают внахлестку и помещает между электродами 2 точечной машины. Затем детали сжимают электродами с усилием Р и по вторичной цепи пропускают электрический ток с помощью контактного трансформатора 3. При этом в деталях и в контакте между ними выделяется большое количество тепла, достаточное для расплавления части металла и образования сварной точки (ядра) 4 при последующем охлаждении.
Тепло, выделяющееся в контактах между деталями и электродами, влияния на образование литого ядра не оказывает, поскольку оно быстро отводится в медные электроды, охлаждаемые проточной водой.
 Количество тепла, выделяющееся на любом участке сварочной цепи, определяется по формуле: Количество тепла, выделяющееся на любом участке сварочной цепи, определяется по формуле:
Q=I2
·R·t,
где I - сила тока, А;
Q - количество тепла, Дж;
R - сопротивление участка цепи, Ом;
t - время прохождения тона, с.
 Формула показывает, что параметрами режима сварки являются сила тока, время импульса тока, давление, определяющее сопротивление контакта между деталями. Формула показывает, что параметрами режима сварки являются сила тока, время импульса тока, давление, определяющее сопротивление контакта между деталями.
Точечную сварку осуществляет согласно циклограммам (рис.2).

Ковочное усилие Рк
необходимо для устранения усадочной рыхлости металла сварной точки.
Некоторые параметры режимов точечной сварки приведены в табл.1.
Таблица 1
Режимы точечной сварки
| Толщина
каждой
детали,
мм
|
Диаметры контактной поверхности электродов, мм
|
Усилие сжатия, кН
|
Ориентировочная сила тока, А
|
Ступень мощности
МТ-1222
|
Время импульса,
с
|
| 0,5
1,0
2,0
3,0
|
4,0
5,0
6,0
7,0
|
0,5-1,0
1,0-2,0
2,5-5,0
5,0-8,0
|
4000-5000
6000-8000
9000-14000
14000-18000
|
111-1У
1У-У
У1-УП
УП
|
0,1-0,2 0,2-0,4 0,35-0,1 0,6-1,1
|
Время импульса тока на машине МТ-1222 устанавливается по табл.2.
Точечная сварка обеспечивает высокую экономичность, производительность (более 200 точек в минуту) и качество. Она широко применяется при изготовлении узлов автомобилей, самолетов, сельскохозяйственной техники и т.п.
Таблица 2
Время импульса тока, устанавливаемое на машине ИТ-1222
| Позиция сварочного цикла
|
Диапазон
|
Деление шкалы переключателя
|
| 0
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
| Длительность
|
| Сварка (верхний переключатель)
|
1
|
0,02
|
0,04
|
0,06
|
0,08
|
0,1
|
0,12
|
0,14
|
0,16
|
0,18
|
0,2
|
0,22
|
| 0,08
|
0,14
|
0,2
|
0,26
|
0,34
|
0,4
|
0,48
|
0,56
|
0,62
|
0,68
|
0,75
|
2. ШОВНАЯ СВАРКА
Принципиальная схема шовной сварки показана на рис.3. Физическая сущность процесса образования сварной точки при сварке деталей этим способом аналогична точечной сварке. Отличие состоит в том, что применяют роликовые вращающиеся электроды 1, между которыми непрерывно с постоянной скоростью движутся свариваемые детали 2.
Режим сварки (I, P, Vсв
, время импульса тока tu
и время паузы tп
) устанавливают так, чтобы обеспечивалось перекрытие сварных точек (рис.3).
При этом создается прочноплотное сварное соединение. Максимальная толщина свариваемых деталей составляет 3,0 мм. Скорость сварки достигает 100 м/мин и более.
 В табл.3 приведены некоторые режимы сварки малоуглеродистой стали. В табл.3 приведены некоторые режимы сварки малоуглеродистой стали.
 Шовную сварку применяют главным образом при изготовлении сосудов для хранения жидкостей и для сварки тонких листов из углеродистых легированных сталей и алюминия. Шовную сварку применяют главным образом при изготовлении сосудов для хранения жидкостей и для сварки тонких листов из углеродистых легированных сталей и алюминия.
| Толщина каждой детали
|
Ширина рабочей части ролика
|
Усилие сжатия, кН
|
Скорость сварки, м/мин
|
Ток, А
|
Длительность, с
|
| сварочного импульса
tu
|
паузы, tп
|
| 1,0
1,5
2,0
|
7
7
8
|
1,8-3,0
2,5-3,75
3,2-4,5
|
1,0-3,5
0,6-1,5
0,5-1,0
|
6000-15000 10000-18000 18000-30000
|
0,04-0,08 0,08-0,16 0,16-0,24
|
0,02-0,04 0,04-0,08 0,08-0,12
|
Таблица 3
Режимы сварки малоуглеродистой сварки
3. СТЫКОВАЯ СВАРКА
На рис.4 показана принципиальная схема стыковой сварки. Для
осуществления сварки этим способом детали 1 устанавливают в контактных губках 2 и 3 и надежно зажимают усилием Р1
. Контактные губки 3 имеют возможность осевого перемещения, за счет чего достигается сжатие деталей с усилием Р2
.
Стыковую сварку осуществляют сопротивлением и оплавлением. В первом случае детали сводят до соприкосновения и включают трансформатор 4, в результате по свариваемым деталям проходит ток большой силы. Этим током металл в зоне контакта нагревается до температуре 1200-1300 о
С, после чего детали сжимают усилием Р2
. При пластической деформации нагретого металла окисные пленки разрушаются и образуются участки чистого металла, по которым происходит сваривание деталей. Оставшиеся в металле окисные пленки снижают механические свойства металла сварного соединения. Этот способ применяют при изготовлении неответственных изделий.
Для осуществления стыковой сварки вплавлением сначала включают трансформатор, затем детали, находящиеся под напряжением, сводят до соприкосновения. Через возникающие контакты проходит ток, который нагревает металл в зоне контактов до плавления и частичного испарения. Процесс оплавления свариваемых поверхностей заканчивают, когда вся площадь их будет покрыта тонким слоем металла. Жидкий металл и окислы выдавливаются за пределы сварного соединения. Этим достигается высокое качество сварки.
Стыковой сваркой оплавлением сваривает режущий инструмент (сверла» зенкеры, развертки), трубы любого диаметра, рельсы, ободья автомобильных колес и другие изделия ответственного назначения.
4. ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1. Установить на машине МТ-1222 режим сварки образцов согласно их толщине, пользуясь табл.1 и 2.
2. Осуществить сварку.
3. Провести опытную сварку образцов на шовной стыковой машине.
5. СОДЕРЖАНИЕ ОТЧЕТА
В отчете кратко описать физическую сущность основных способов контактной сварки и области применения.
Описать выбор режима и технологию точечной» шовной и стыковой сварки.
6. ТЕХНИКА БЕЗОПАСНОСТИ
1. Запрещается открывать дверцу точечной машины и касаться деталей внутреннего устройства.
2. Процесс стыковой сварки наблюдать через защитное стекло.
3. При сварке образцов студенты должны находиться на расстоянии не менее 1,0 метра от машины.
4. Все работы по подготовке машине к сварке и сварку на них студенты осуществляют под руководством учебного мастера или преподавателя.
5. Перед работой на машинах проверяется надежность их заземления.
7. КОНТРОЛЬНЫЕ ВОПРОСЫ
1. К какому классу сварочных процессов относится контактная сварка и почему?
2. В чем заключается принципиальное отличие шовной сварки от точечной?
3. Каковы разновидности стыковой контактной сварки и их отличительные признаки?
4. На чем основывается физическая сущность контактной сварки?
5. Как с помощью циклограммы описать процесс контактной сварки?
6. Укажите область применения каждого вида контактной сварки,
8. СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
Дальский А.М. и др. Технология конструкционных материалов.-М.: Машиностроение, 1998.- 667 с.
Технология конструкционных материалов
Технология контактной сварки
Методические указания по выполнению лабораторной работы № 7 для студентов 1-го курса дневной и вечерней форм обучения всех специальностей
Сергей Васильевич Давыдов
Елена Владимировна Ковалева
Научный редактор А.Я. Шатов
Редактор издательства Л.Н.Мажугина
Печать М.Е.Амвросимова
Темплан 2002г..д.161 _
Подписано в печать 19.09.02. Формат 60x84 1/16
Бумага офсетная. Офсетная печать. Усл.печ.л. 0,46. Уч-изд.л. 0,46.
Тираж 50 экз Заказ 591 Бесплатно
Брянский государственный технический университет.
241035, г.Брянск, бульвар 50-летия 0ктября,7, БГТУ,тел.55-90-49.
Лаборатория оперативной полиграфии ЕГТУ, ул. Институтская, 16
|