ЛИНЕЙНАЯ И ОБЪЁМНАЯ УСАДКА МЕТАЛЛОВ И СПЛАВОВ
СОДЕРЖАНИЕ.
1. Введение. Усадочные свойства сплавов………………………2
2. Усадочные раковины и поры в отливках……………………...8
3. Заключение. Методы борьбы с возникновением
усадочных пор в отливках……………………………………..18
4. Список литературы…………………………………………….20
ВВЕДЕНИЕ. УСАДОЧНЫЕ СВОЙСТВА СПЛАВОВ
Усадкой называется уменьшение объема и линейных размеров отливки в процессе ее формирования, а также охлаждения с температуры заливки до температуры окружающей среды.
Усадка является одним из важнейших литейных свойств сплавов.
Виды усадки.
Для оценки усадки используют понятия: относительная усадка и коэффициент усадки в интервале температур. В зависимости от агрегатного состояния сплава различают усадку в жидком, твердо-жидком и твердом состояниях. Полная усадка является суммой этих трех слагаемых. Основу усадки составляет термическое сжатие, которое увеличивается или уменьшается в результате фазовых превращений и изменения растворимости газов.
У ряда сплавов вблизи от температуры ликвидуса наблюдается увеличение объема, называемое предусадочным расширением.
Для характеристики усадки на различных этапах формирования отливки используют следующие способы ее оценки. Объемная усадка –
относительное изменение объема сплава – используется для характеристики изменения в жидком или твердожидком состоянии, а также для полного изменения объема. Линейная усадка
оценивает относительное изменение размеров отливки с момента перехода ее в твердое или твердожидкое состояние с разрозненными включениями жидкой фазы и твердой наружной коркой. Литейная усадка –
относительная (в процентах) разность линейных размеров модели и отливки Она оценивает полное изменение размеров отливки и поэтому наиболее удобна для использования в технологических расчетах и операциях. Литейная усадка зависит не только от свойств и состояния сплава, но также от конструкции отливки и формы, от технологических условий литья и других факторов. В связи с торможением усадочного процесса формой (для фасонных отливок) необходимо различать свободную
и затрудненную усадку,
которые численно не совпадают.
Общее уменьшение объема сплава в процессе усадки отливки дают три составляющие - наружная усадка, усадочная раковина и пористость. Наружная усадка -
изменение наружных размеров и объема. Именно этот вид усадки оценивается характеристикой Е лит.. Усадочная раковина – -
полость в теле отливки или прибыльной части, образующаяся вследствие некомпенсированной объемной усадки при затвердевании. Различают внутренние раковины; образующиеся обычно в тепловых узлах, и наружную раковину, которая может быть открытой или закрытой (т.е. под коркой металла). Размер усадочной раковины зависит от усадочных свойств сплава, условий формирования отливки и технологических условий литья. Усадочная пористость –
скопление мелких пустот, возникающих в изолированных микрообъемах отливки, обычно в междуосных пространствах дендритов, в условиях отсутствия питания жидким расплавом. Различают рассеянную пористость,
распределенную более или менее равномерно по всему объему отливки, и зональную пористость ,сосредоточенную
в осевых частях, в тепловых узлах и других частях отливки.
Формирование пористости при затвердевании отливки идет параллельно с процессом выделения газов, которые заполняют поры и могут создавать в них значительное давление. В связи с этим в реальных условиях пористость в большинстве случаев имеет газоусадочный характер. Развитие усадочных дефектов и их, распределение в отливке зависят от взаимодействия факторов, отражающих усадочные свойства сплава, а также тепловые и кинетические условия формирования отливки.
Склонность сплава к образованию усадочных дефектов (раковин и пористости) определяется на технологических пробах – небольших отливках, имеющих форму усеченного конуса или шара. Конфигурация и размеры проб ГОСТом не регламентируются.
Линейная усадка цветных металлов и сплавов определяется согласно ГОСТ 16817 – 71 путем отливки пробы в сухую песчаную или металлическую (полукокильную) форму. Проба представляет собой призматический образец сечением 25 х 25
мм и длиной 130 мм с выемками с обоих концов. В результате усадки при затвердевании образец перемещает подвижную часть формы , что фиксируется стрелочным индикатором.
Линейная усадка большинства сплавов колеблется в пределах 0,7 – 2,2 % (углеродистой стали 1,2 – 2,2 %, серого чугуна 0,7 – 1,3 %, силумина 1 – 1,2 %, магниевых сплавов 1 – 1,6%, бронзы 1 – 1,5 %).
Образование усадки.
Исследованиями А.А. Бочвара установлено, что в сплавах, кристаллизующихся в интервале температур, линейная усадка проявляется после образования в отливке твердого кристаллического скелета
когда, несмотря на наличие остаточного количества жидкости, в целом отливка ведет себя как твердое тело. В зависимости от формы первичных кристаллов, степени развития и разветвленности дендритов количество твердой фазы, при котором формируется твердый скелет,
колеблется в очень широких пределах – от 20 до 80 % от общего объема сплава. Соответственно на диаграмме состояния может быть нанесена линия образования твердого скелета
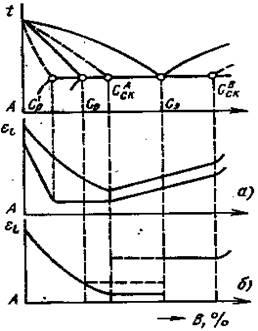
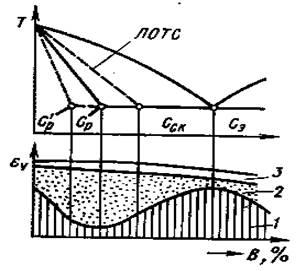
(ЛОТС), которая располагается возле границы выливаемости, несколько ниже ее (рис. 1). При достижении температуры образования твердого скелета
сплав с технологической точки зрения переходит в твердое состояние и в нем может оцениваться линейная усадка; при температуре выше Тск усадочные процессы возможно оценивать только объемной усадкой. Температура Тск
делит температурный интервал кристаллизации на две области: эффективный
 интервал кристаллизации и эффективный интервал затвердевания. интервал кристаллизации и эффективный интервал затвердевания.
Рис. 1. Распределение объем ной усадки между усадочной раковиной (1), пористостью (2) и наружной усадкой (3) в сплавах эвтектической системы (по данным А. А. Бочвара)
Формирование усадочной раковины происходит главным образом в интервале температур после образования сплошной твердой корки на поверхности отливки, а формирование усадочной
пористости – большей частью в интервале при затрудненности питания междуосных пространств дендритов .Таким образом, развитие усадочных дефектов того или иного типа оказывается непосредственно связанным с положением фигуративной точки сплава на диаграмме состояния относительно точек Ср, С’р и Сэ а также Сск.
Впервые общая схема распределения усадочных пустот между раковиной и порами, в зависимости от DТкрбыла приведена в работах А.А. Бочвара. Последующие исследования уточнили зависимость с учетом положения ЛОТС (или точки Сск.) и неравновесного солидуса. Максимум развития пористости фиксируется при концентрациях вблизи точек
Ср или С’р (см. рис. 1).
Усадочные свойства некоторых сплавов приведены ниже:

В целом картина аналогична изменению положения минимума жидкотекучести в зависимости от концентрации Ср. Общий вывод заключается в следующем: щирокоинтервальные сплавы склонны к образованию усадочной пористости, в узкоинтервальных сплавах усадочные изменения объема сосредоточены в усадочной раковине.
По наблюдениям Б. Б. Гуляева, при смещении технологических границ сплава (ЛОТО и расположенной ниже ее границы питания) к ликвидусу, зона осевой пористости в отливках сужается, но рассеянная пористость может увеличиваться. При смещении технологических границ к солидусу зона осевой пористости может расширяться, но общий объем всех видов пористости должен уменьшаться.Рис. 2. Изменение линейной усадки е1
в сплавах эвтектической системы
Закономерности изменения линейной укладки в зависимости от положения сплавов на диаграмме состояния иллюстрирует рис. 2.
1. В сплавах с существенной растворимостью в твердом состоянии (Ср >1 – 5 %) на участке до точки СА ск.Еl изменяется по некоторой ниспадающей кривой, а на участке между точками СА ск. и СВ ск. наблюдается закон аддитивности – прямолинейная зависимость (сплавы А1 – Мg и др.). Иногда излом кривой происходит в точках Ср или С'р, а на участке Ср – СА ск. , отмечается площадка (сплавы А1 – Si).
2. Если усадочные свойства первичных выделений (a1 и b1) сильно отличаются, то происходит разрыв аддитивной зависимости вблизи от эвтектической точки, или точки СА ск.(СВ ск.) – рис. 2 (сплавы Sn – Рb, А1 – Sn и др.). Отрезки прямых располагаются горизонтально, т. е. усадка целиком определяется той структурной составляющей, которая преобладает в смеси кристаллов.
В сложных многокомпонентных сплавах распределение усадочных пустот и изменение в, в общем подчиняется рассмотренным выше зависимостям.
Влияние технологических факторов на усадку.
Перегрев сплава перед заливкой
влияет на все виды усадки вследствие увеличения разности объемов жидкого (при Тзал.) и твердого металлов и изменения кинетики роста первичных выделений дендритов. Обычно отмечают увеличение объема усадочной раковины при одновременном возрастании пористости и грубозернистости (в этом заключается одна из причин, заставляющих ограничивать перегрев металла перед заливкой).
Скорость охлаждения отливки
изменяет ее кристаллическое строение – форму, размеры и разветвленность дендритов, а также размер структурных составляющих. Вследствие этого с увеличением скорости охлаждения возрастает плотность сплава, увеличивается объем усадочной раковины (за счёт сокращения пористости), несколько возрастает линейная усадка. большое значение имеет также направленность затвердевания отливки. При правильном построении этого процесса практически все усадочное изменение объема может быть сведено к наружной усадке или усадочной раковине, выведенной в прибыльную часть отливки.
Внешнее давление оказывает сильное влияния на перераспределение, усадочных пустот между порами и раковиной. Крисдаллизация при повышенном давлении используеся как технологический прием для снижения пористости и повышении плотности и герметичности отливок; наружная усадка при этом несколько возрастает.
Газонасыщенность
металла обычно приводит к резкому увеличению пористости (газовой и газоусадочной) при одновременном уменьшении размеров усадочной раковины снижается также линейная усадка. Повышенное газосодержание резко ухудшает комплекс свойств металла и отливки и поэтому недопустимо.
Модифицирование сплавов приводит к измельчению зерна и структурных составляющих, уменьшает газонасыщенность и тем самым способствует повышению
плотности сплава.
УСАДОЧНЫЕ РАКОВИНЫ И ПОРЫ В ОТЛИВКАХ
1. Усадка сплавов при охлаждении.
Все этапы охлаждения, т. е. понижения температуры жидкого сплава, процесс его кристаллизации и последующее охлаждение твердого сплава сопровождается уменьшением объема этого сплава или, как это принято называть, его усадкой (с увеличением объема могут протекать вторичные фазовые превращения в твердом сплаве).
Усадка сплава является причиной многих дефектов в отливках ,поэтому служит предметом специального изучения. Усадка жидкого и кристаллизующегося сплава обусловливает образование в отливках незаполненных металлом полостей (усадочных раковин и пор). Уменьшение объема жидкого и кристаллизующегося сплава принято характеризовать коэффициентом ем объемного сжатия (объемной усадки).
Усадка твердого сплава или сплава, находящегося в твердожидком состоянии, но уже получившего и сохраняющего определенные геометрические очертания, является причиной развития внутренних напряжений в отливке и образования в ней трещин. Усадку такого сплава принято характеризовать коэффициентом Еv линейного сжатия (линейной усадки).
2. Усадочные раковины
Формирование отливки начинается с возникновения ее внешних контуров. Поверхностная твердая корка, образующая эти контуры, может представлять собой слой Xii, если он сохранился после стадии II процесса охлаждения, или слой новых кристаллов, затвердевших у поверхности формы в начале стадии III. При открытой верхней поверхности отливки или слитка образование верхней твердой корки происходит в результате отвода теплоты в атмосферу.
До появления твердой корки на отливке усадка проявляется в виде понижения уровня жидкого сплава в литейной форме. После образования и возникновения контура отливки размеры этого контура должны уменьшаться вследствие понижения его температуры. Жидкость, заключенная в контурной оболочке, претерпевает значительно большую усадку, так как она сначала должна отдать теплоту перегрева, затем закристаллизоваться и лишь потом остыть до температуры окружающей среды.
После полного охлаждения отливки объем жидкости, заключенный в первоначальной твердой оболочке, уменьшится больше, чем объем, ограниченный внешними контурами всей отливки. Внутри, отливки окажутся усадочные полости, не заполненные металлом.
Различают два вида усадочных полостей: усадочные раковины, представляющие собой относительно большие по размеру пространства, расположенные в тепловых центрах отливки, и усадочные поры – мелкие иногда не видимые невооруженным глазом пустоты, находящиеся на границах соприкосновения двух или нескольких кристаллов.
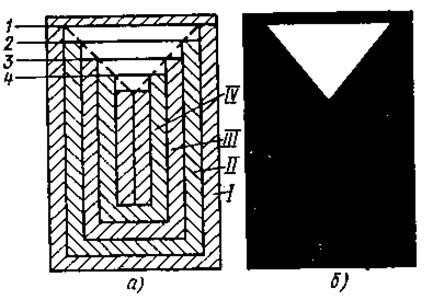
Механизм образования одной сосредоточенной усадочиой раковины легко представить себе из рассмотрения рис. 3, на котором дана схематичная картина условий затвердевания слитка, имеющего квадратное, круглое или другое геометрически правильное сечение.
В начале затвердевания образуется контурная корка 1
(рис. 3, а). В связи с тем, что объем возникшей твердой фазы меньше объема жидкости, затраченной на образование корки, уровень жидкости внутри слитка понижается до горизонтали 1.
В следующий период времени затвердевает слой II, причем усадка, происходящая при кристаллизации, компенсируется понижением зеркала жидкости до уровня 2. В дальнейшем при затвердевании слоев 111
и Ю уровень жидкости понижается соответственно до горизонталей 3 и 4.
В результате постепенного снижения уровня жидкости и одно- временного утолщения корки, ограничивающей объем этой жйд- кости, в верхней части отливки развивается усадочная раковина, которая, например, при литье цилиндрического слитка имеет форму близкую к конической. Схематический вид этой раковины показан на рис. 3, б. Правильная форма раковины может искажаться Рис. 3. Образование усадочной раковины в отливке
при изменении скоростей отвода теплоты через донную, боковые и верхнюю поверхности отливки. Образующая конуса становится при этом линией сложной кривизны. Иногда в процессе развития нижняя часть раковины затвердевает. В последствии под ней образуется вторая раковина.
Отметим, что рассмотренная схема развития конической раковины наиболее полно характеризует затвердевание чистого металла или эвтектического сплава, не имеющих температурного интервала кристаллизации. Изменения, которые вносит в схему наличие у заливаемого сплава интервала кристаллизации, будут рассмотрены ниже.
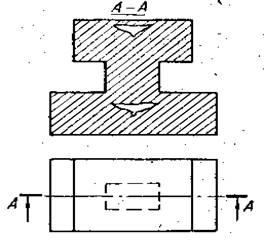
Фасонные отливки отличаются от слитков возможностью развития в них не одной а нескольких усадочных раковин. Действительно, в том случае, иногда отливка состоит из нескольких массивных частей, соединенных между собой сравнительно тонкими стенками, эти стенки, успеют затвердеть раньше, чем произойдет кристаллизация в массивных частях, и для каждой отдельной массивной части окажется справедливой та схема, которая была рассмотрена применительно к слитку. Внутри каждой массивной части окажется своя собственная усадочная раковина. Пример фасонной отливки, в которой должны образоваться две усадочных раковины, дан на рис. 4.
Естественно, что отливка с усадочной раковиной в сечении в большинстве случаев непригодна к употреблению, так как её прочность и некоторые другие служебные качества (например,
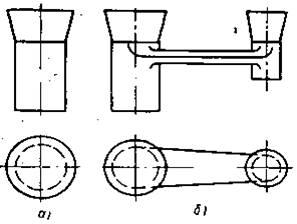
герметичность) резко снижаются. Поэтому при изготовлении отливок стремятся вывести усадочную раковину в специальный дополнительный объем,. который добавляют к рабочему телу отливки, изменяя таким образом ее конфигурацию. Этот объем, называемый прибылью, затем отрезают. На рис.5,а
дана простейшая цилиндрическая отливка (слиток) с прибылью, на рис. 5,б – фасонная отливка с двумя прибылями
Рис. 4 Отливка с двумя усадочными раковинами. Рис. 5 отливки: а- с одной прибылью, б – с двумя прибылями.
Усадочная раковина располагается во внутренней части прибыли, занимая лишь часть ее объема, поэтому для устройства прибылей на отливках необходимо затратить дополнительное количество жидкого сплава. Отрезанные прибыли затем переплавляют, что помимо дополнительных денежных затрат приводит к ухудшению качества шихтовых материалов. Последнее обстоятельство требует пояснения.
Прибыль должна быть сконструирована таким образом, чтобы жидкий сплав сохранялся в ней более продолжительное время, чем требуется на затвердевание рабочей части отливки, так как только при соблюдении этого условия жидкость из прибыли сможет впитаться в продолжающую кристаллизоваться двухфазную область основного тела отливки и компенсировать происходящую там усадку. В соответствии с принятой в литейных цехах терминологией говорят, что прибыль должна обеспечивать питание сплава, затвердевающего в отливке. Вследствие того, что сплав находится в прибыли в жидком состоянии продолжительное время, активные примеси в нем могут дезактивироваться и кристаллическая структура сплава в прибыли окажется крупнозернистой. При переплавке прибылей через непродолжительное время после их отрезки новые отливки могут наследовать эту неблагоприятную структуру.
Таким образом, экономические и технические соображения заставляют стремиться к уменьшению числа и размеров прибылей.
Число прибылей на фасонной отливке можно уменьшить, если воспрепятствовать затвердеванию тонких стенок между массивными частями отливки или ускорить кристаллизацию одной из этих частей с тем, чтобы она затвердевала первой и питалась (т. е. получала жидкий сплав для компенсации усадки) от тонкой стенки, а затем затвердевала тонкая стенка, питаясь от второй массивной части, и лишь потом происходила бы кристаллизация в этой второй массивной части. При таком порядке затвердевания можно поставить прибыль только у второй массивной части, затвердевающей последней, и вывести в эту прибыль усадочную раковину. Нужной последовательности затвердевания различных частей отливки можно достигнуть разными путями: правильным выбором места подвода горячего жидкого металла к полости формы, простановкой холодильников, т. е. металлических вставок, которые на отдельных участках поверхности формы заменяют формовочную смесь, правильным выбором толщины этих холодильников и т.д. Технологические приемы, обеспечивающие затвердевание отдельных частей отливки в заданной последовательности, рассматривают в курсе «Теория и технология литейной формы». Следует стремиться к последовательному затвердеванию сплава от одного из ее краев в направлении к прибыли или, если это необходимо, к нескольким прибылям, число которых должно быть минимальным. Направленное затвердевание отливки целесообразно осуществлять снизу вверх, так как кроме капиллярных сил, вызывающих впитывание
жидкости из прибыли в затвердевающую отливку, этому впитыванию будет содействовать сила тяжести сплава.
Целесообразно не только уменьшение числа, но и размеров прибылей. При определенной величине усадочной раковины это равнозначно увеличению относительного объема, занимаемого раковиной внутри прибыли, и уменьшению количества металла, по- ступающего затем на переплав. Размеры прибылей можно уменьшить за счет выбора их оптимальной конфигурации, в частности, прибылям часто придают форму усеченного конуса, обращенного большим основанием кверху. Относительный объем. раковины в прибыли (т. е. отношение объема раковины к объему прибыли увеличивается при уменьшении толщины затвердевших стенок прибыли, отделяющих раковину от формы. Это обуславливает целесообразность мер, направленных к тому, чтобы отвод теплоты. от стенок прибыли к форме был минимальным. В практике применяют подогрев части формы, образующей прибыли, в частности, эту часть формы делают иногда из так называемых экзотермических формовочных смесей, содержащих вещества, которые при высоких температурах способны химически реагировать между собой и выделять при этом дополнительное количество теплоты. Часто на практике в прибыль дополнительно заливают жидкий сплав (через некоторое время после заполнения формы). Дополнительную заливку производят в момент, когда корка на верхней поверхности прибыли еще тонка или ее вообще нет и уровень жидкого сплава в прибыли вследствие усадки уже понизился. Дополнительная заливка повышает температуру сплава, находящегося в прибыли.
.Для улучшения условий проникновения жидкого сплава из прибыли к местам кристаллизации иногда к зеркалу сплава в прибыли прикладывают внешнее давление, об этом подробнее будет сказано ниже.
3. Усадочные поры
Условия питания кристаллизующегося сплава усложняются, если он затвердевает в интервале температур. Жидкость, компенсирующая укладку, должна доставляться в этом случае не к фронту кристаллизации, а к местам кристаллизации в глубине двухфазной зоны. Жидкий сплав в эту зону проникает, как было показано, под действием капиллярного давления. Жидкий сплав внутрь двухфазной области перемещается весьма интенсивно, до тех пор, пока эта область, имеющая капиллярно-пористое строение, соприкасается с обособленной зоной жидкого сплава в центре отливки. Выше было установлено, что интенсивное циркуляционное движение жидкого сплава внутри двухфазной зоны сильно замедляется после конца стадии процесса затвердевания. Это замедление касается внутренней зоны не полностью затвердевших кристаллов.
Таким образом, до конца стадии затвердевания и формирования структурной зоны (при литье однофазных твердых растворов – области столбчатых кристаллов) питание сплава протекает обычным путем. Уровень жидкости во внутренней части отливки постепенно снижается, образуя усадочную раковину, а сплав, компенсирующий усадку, доставляется к поверхностям растущих кристаллов под действием капиллярных сил. Жидкость, обогащенная ликватами и возвращающаяся в центр отливки, не может уменьшить усадочной раковины, так как часть жидкости, проникшая в двухфазную область, израсходована на восполнение объема сплава, подвергшегося усадке при кристаллизации.
Контакт с обособленной зоной подвижной жидкости, имеющей постоянный средний состав, теперь отсутствует, так как эта зона в стадии процесса охлаждения отливки исчезает. Сохраняющееся замедленное движение жидкости объясняется тем, что в двухфазной области продолжают существовать каналы, расширяющиеся к центру отливки, и жидкость, содержащая много ликватов и плохо смачивающая твердые кристаллы, вытесняется жидкостью, содержащей несколько меньшее количество ликвирующих элементов.
В период формирования структурной зоны (зоны равноосных кристаллов) усадочная раковина практически развиваться не может, так как уровень жидкости должен теперь снижаться между зернами твердой фазы, начавшей расти у границ усадочной раковины в момент конца стадии затвердевания и начала стадии процесса охлаждения.
Естественно, что в этих очень изменившихся условиях питание продолжающих расти кристаллов оказывается недостаточным, и сплав в третьей структурной области оказывается пористым.
Таким образом, при литье сплавов, затвердевающих в интервале температур, в отливке одновременно образуются и усадочные раковины и усадочные поры. Распределение общего объема усадочных полостей между раковинами и порами можно рассчитать по соотношению объемов плотного и пористого металлов.
Это соотношение, зависит от эффективной величины интервала кристаллизации сплава и интенсивности охлаждения отливки. На рис. 6 дан график, характеризующий относительные объемы усадочных раковин и усадочных пор, выраженные в долях общего объема усадочных полостей, которые образуются в бинарных алюминиево-медных сплавах разного состава.
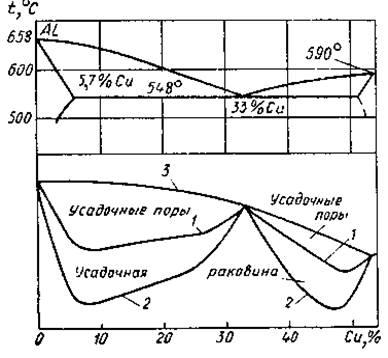
Рис.6. Распределение объема усадочных полостей между усадочными раковинами и усадочными порами: 1 – при повышенной интенсивности охлаждения; 2
– при пониженной интенсивности охлаждения; 3 – общий объем усадочных полостей (раковин и пор).
Усадочная пористость, развивающаяся в центральной структурной зоне отливок, является причиной их не герметичности.
Впервые недостаточная плотность сплавов, кристаллизующихся з широком интервале температур, была отмечена А. Портевеном и П. Бастиеном. Позднее академик А. А. Бочвар и его сотрудники подтвердили это наблюдение. Академику А. А. Бочвару принадлежит заслуга выявления взаимосвязей между составом сплава и его положением на диаграмме состояния, с одной стороны, и различными свойствами этого сплава, – с другой (жидко- текучесть, склонность к транскристаллизации, герметичность, склонность к прямой и обратной ликвации и др.).
Герметичность сплавов изучали следующим образом.: Из отдельных сплавов; относящихся к бинарной системе Аl – Сu, отливали плоские пластины толщиной 30 мм. Во всех случаях перед заливкой сплав перегревали на одинаковое число градусов над температурой ликвидуса. Все отливки охлаждали в идентичных условиях. После охлаждения к одной из сторон пластины подводили керосин под давлением 50 ат. Визуальным наблюдением за противоположной стороной пластины устанавливали, протекает или не протекает керосин сквозь отливку. Если керосин не протекал, на токарном станке с обеих сторон пластины снимали слой толщиной 1 мм и опыт с керосином повторяли. Снятие слоев с обеих сторон пластины и пробу на герметичность повторяли до тех пор, пока на открытой стороне отливки не появлялись мелкие капли керосина (отпотевание). Опыты, в которых обнаруживали течь керосина в виде струи, отбрасывались, так как это указывало на наличие трещин в сплаве. Полученные при экспериментах результаты иллюстрирует рис. 7.
По оси ординат отложена герметичность, которую считали тем выше; чем больше было снято слоев с отливки до обнаружения течи и чем тоньше оказывалась оставшаяся после механической обработки пластина. Был сделан вывод о высокой герметичности чистых металлов и эвтектических сплавов и о низкой герметичности сплавов, кристаллизующихся в широком интервале температур.
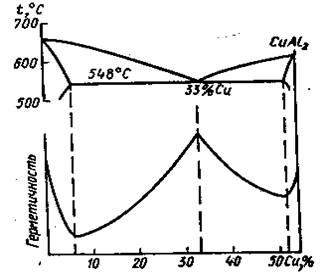
Рис. 7. Герметичность отливок, изготовленных из алюминиево-медных сплавов
ЗАКЛЮЧЕНИЕ. МЕТОДЫ БОРЬБЫ С ВОЗНИКНОВЕНИЕМ УСАДОЧНЫХ ПОР В ОТЛИВКАХ
Борьба с усадочными порами в отливках представляет собой задачу более сложную, чем борьба с усадочными раковинами. В последнем случае ликвидация последствий усадки связана главным образом с дополнительными экономическими затратами на устройство, отрезку, хранение, транспорт и переплав прибылей. Ликвидация же пористости не всегда возможна по техническим соображениям. Часто принимаемые на практике меры не устраняют пористости, а лишь уменьшают ее.
Полная ликвидация в отливке дефектной пористой зоны может быть достигнута при выведении в прибыль всей структурной зоны. Здесь следует напомнить, что в рассмотренном ранее примере затвердевания плоской отливки термический ее центр совпадал с осевой плоскостью, в то время как в реальных отливках различных конфигураций тепловой центр и усадочная раковина находятся вне точки симметрии, а структурная зона 3 необязательно развивается в объеме, границы которого параллельны поверхности отливки. Во всех случаях центральная зона, отличающаяся равноосным кристаллическим строением, положительной ликвацией и пористостью, прилегает к усадочной раковине. Выведение структурной зоны в прибыль может резко увеличить ее размеры и уменьшить удельный объем усадочных полостей во всем занимаемом ею пространстве. Иногда вывести пористую зону в прибыль вообще невозможно, так как в эта зона может занимать весь или почти весь объем отливки.
Сравнительно широко распространен способ уменьшения усадочной пористости путем удлинения периода, в течение которого может развиваться усадочная раковина. Приложение к жидкому сплаву, находящемуся в прибыли, внешнего давления может заставить его продолжать питать двухфазную область (образующую впоследствии структурную зону) и после начала роста твердых кристаллов на границе усадочной раковины при условии, конечно, что этот рост не успел вызвать образования сплошной твердой корки. Для создания давления на сплав, находящийся в прибыли, можно подвести к ней сжатый воздух или соединить полость при- были, отделенную от внешней среды твердой коркой, с воздушной атмосферой и т. д. Иногда в прибыли закладывают патроны, наполненные мелом; после герметизации прибыли, происходящей за счет образования внешней корки, патрон, толщину стенок которой соответствующим образом рассчитывают, разрушается, и мел в условиях высокой температуры разлагается по уравнению СаСО3 = СаО + СО2 .
Давление СО, в прибыли при соответствующем размере патрона может достигать 2 – 3 ат, что, естественно, содействует проникновению жидкого сплава в продолжающую затвердевать часть отливки.
В заключение
отметим, что технологические факторы особенно сильно влияют на усадочные процессы в широко - интервальных сплавах, склонных к объемному затвердеванию. В отливках из таких сплавов соотношение между объёмом пор и усадочной раковиной может изменяться в очень широких пределах. В связи с этим все зависимости усадочных и других литейных свойств от положения сплава на диаграмме состояния справедливы только в условиях постоянства технологических факторов. В против
ном случае будут оцениваться не усадочные свойства сплавов, а влияние условий формирования отливки. В практике литейного производства при анализе причин брака и разработке технологических процессов необходимо учитывать весь комплекс условий – и технологические факторы, и усадочные характеристики сплавов.
ЛИТЕРАТУРА
1. Новиков И.И. «Горячеломкость цветных металлов и сплавов» - Изд-во Наука, Москва 1966г.
2. Новиков И.И., Корольков Г.А., Золоторевский В.С. - Сб. МИЦМиЗ «Металлургия и
технология цветных металлов», вып.33, Металлургиздат, 1960г.
3. Бочвар А.А., Жадаева О.С. Юбилейный сборник трудов Моск. Ин-та цветных металлов, вып.9, Металлургиздат, 1976г.
4. Никитина М.Ф., Никитин С.Л. Литейное производство, №2, 1983г.
|