|
Вопрос №1. Перечислить основные этапы изготовления простых тетрадей. Технология сталкивания листов и факторы, влияющие на точность и производительность сталкивания.
Изготовление простых тетрадей
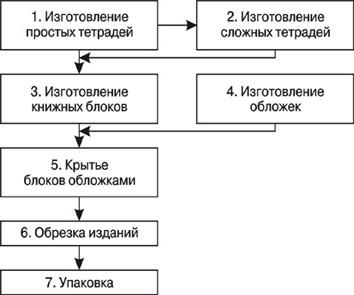
Блок-схема ТБПП изданий в обложке
Блок-схема ТБПП изданий в переплетной крышке
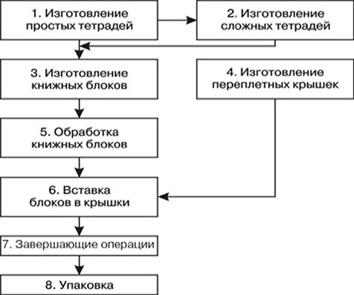
Номенклатура переработки листовой печатной продукции в книжные издания, включающая отделочные и брошюровочно-переплетные процессы, содержит более 70 различных операций, необходимых для превращения оттисков в единицу упаковки основной продукции книжных типографий. В зависимости от объема, конструкции, уровня художественного и полиграфического оформления, требований к прочности и долговечности число и состав операций могут значительно изменяться, но все их можно сгруппировать в семь-восемь комплексов из последовательных операций, которые на определенной стадии, при наличии исходных материалов и задела полуфабрикатов, могут выполняться самостоятельно. На крупных полиграфических предприятиях эти комплексы с целью улучшения организации производства выделены в цехи или отделения крупного цеха, а в учебнике они сгруппированы в разделах, что способствует усвоению содержания дисциплины ТБПП и самого понятия «технология»: это не только совокупность методов обработки, изменения свойств и формы материала или полуфабриката в процессе производства продукции, но и строгий перечень, и последовательность операций, изъятие и перестановка, которых могут привести к потере важных потребительских свойств изделия, а в переплетных процессах — книжного издания.
Комплектовка книжного блока не из отдельных листов, а из тетрадей — это не только дань старинной технологии переплетения рукописных и старопечатных книг, но и технологическая необходимость. Изготовление книг, скомплектованных из тетрадей, а не из отдельных листов (долей), позволяет уменьшить трудоемкость и вероятность ошибок при комплектовке блока, выбрать способ его скрепления и обработки, обеспечивающие хорошую раскрываемость, высокую прочность и долговечность книги. Книжные блоки технологически и экономически целесообразно составлять из 32-, 16- и 8-страничных так называемых простых тетрадей, получаемых соответственно при четырех-, трех - и двухсгибной перпендикуляр ной симметричной фальцовке, так как это обеспечивает минимальные затраты времени и труда на операциях по изготовлению блоков, высокую прочность швейного скрепления и хорошее качество механической обработки корешка, полное использование технологических возможностей печатных машин и минимальные затраты в допечатных процессах, позволяет получить максимальную прочность и долговечность книг.
Изготовление простых книжных тетрадей из оттисков, получаемых на листовых печатных машинах, включает операции сталкивания, подрезки, и разрезки листов на части, фальцовки, прессования и обвязки тетрадей и их складирования до момента готовности всех конструктивных деталей книжного блока к дальнейшей переработке.
Сталкивание листов
Выравнивание кромок различных листовых материалов и оттисков по двум смежным торцам стопы выполняется с целью повышения надежности работы самонакладов печатных, отделочных и фальцевальных машин и качества продукции одноножевых бумагорезальных машин. Оно необходимо в тех случаях, когда сдвиг листов в стопе из-за неточной работы приемно-выводного устройства листорезальных и листовых печатных машин или небрежной транспортировки превышает допуски на величину сдвига листов для бесперебойной работы самонакладов, на формат и точность разрезки листовых материалов и продукции. Сталкиванию подвергаются незапечатанная бумага, оттиски и различные листовые переплетные материалы перед печатанием, отделкой, разрезкой и фальцовкой.
Технология сталкивания
Сталкивание листов производится вручную, на сталкивательных полуавтоматах и на автоматизированных комплексных системах, в которые входит сталкивательный автомат. Сталкивание листов вручную выполняется на горизонтальном столе с ровной и гладкой поверхностью, ширина которого несколько больше диагонали обрабатываемых листов. При ручном сталкивании рабочий переносит малую (удобную в работе) стопу листов с поддона на сталкивательный стол, особыми приемами образует между листами стопы «воздушную смазку», распускает стопу «лесенкой», выравнивает ее мягкими ударами о поверхность стола поочередно по кромкам верного угла, после чего ладонью вытесняет воздух между листов и укладывает стопу на стол самонаклада, резальной машины или на другой поддон. На столкнутой стопе верные кромки помечают цветным карандашом или, если бумага предназначена для печати обложек и открыток, срезкой верного угла на величину до 10 мм от его вершины. При запечатывании лицевой стороны листа верный угол отмечают специальной меткой — узкой полоской длиной до 3 кв. на боковой кромке листа. Метки в стопе образуют хорошо заметную полосу на торцевой грани.
При ручном сталкивании труд рабочего тяжел и непроизводителен: каждую стопку бумаги он поднимает и опускает на поверхность стола от 2 до 6 раз, обрабатывая за смену до 4 т бумаги. На малых и средних полиграфических предприятиях для сталкивания используют простые по конструкции и доступные по цене сталкивательные станки. Такой станок имеет массивное основание, стол с двумя низкими стенками-упорами, систему раздува листов и электропривод, обеспечивающий вибрацию стола в процессе сталкивания. При работе стол занимает наклонное положение, а листы благодаря воздушной смазке и собственной силе тяжести выравниваются о боковые стенки. Загрузку сталкивательного станка следует производить малыми стопами, так как при большой массе стопы эффективность раздува листов значительно снижается, а время выравнивания листов по боковым стенкам возрастает. Современные средние и крупные полиграфические предприятия используют автоматизированные комплексные системы, обслуживающие процессы сталкивания, разрезки и все связанные с ними перевалочные операции.
После сталкивания листы бумаги и оттиски должны быть сосчитаны и уложены стопами по 500 экземпляров на поддоны в штабели, высота которых не должна превышать 1,6 м. Стопы следует отделять друг от друга полосками цветной бумаги для оценки объема выполненной работы и количества имеющейся в наличии бумаги или полуфабрикатов.
Бумага и полуфабрикаты после сталкивания оцениваются по единственному показателю качества — точности сталкивания. Листы в стопе должны быть столкнуты (выровнены) точно, с допуском 3 мм для бумаги и 4 мм для переплетной ткани. Точность сталкивания определяется визуально при «пересыпке» стопы по верным кромкам.
Факторы, влияющие на точность и производительность сталкивания
Точность и производительность ручного и машинного сталкивания листов зависят от формата, поверхностной плотности, объемной массы, гладкости и влажности бумаги, а также от средней величины первоначального смещения листов и состояния их кромок.
Листы большого формата менее удобны в работе и при прочих равных показателях имеют большую массу, поэтому для сталкивания берется стопка бумаги с меньшим числом листов, чем при среднем и малом формате. Производительность сталкивания при этом снижается на 17-20%. У бумаги с высокой поверхностной плотностью при прочих равных условиях выше масса, толщина и жесткость, что оказывает двоякое влияние на трудоемкость операции: с одной стороны, необходимо сталкивать стопки бумаги с меньшим числом листов, но, с другой стороны, толстые и жесткие листы бумаги сравнительно легко выравниваются по кромкам. По этим причинам с ростом поверхностной плотности бумаги на каждые 20% производительность сталкивания бумаги поверхностной плотностью свыше 90 г/м2 снижается примерно на 5%. Сталкивание листов тонких видов бумаги с малой поверхностной плотностью затрудняется из-за их малой жесткости. При выравнивании листов о твердую поверхность стола или стенок сталкивательного станка вероятность сминания их кромок значительно возрастает. С учетом этого нормы выработки на сталкивание бумаги с поверхностной плотностью ниже 55 г/м2 снижены примерно на 17%. Тонкие, с малой поверхностной плотностью виды бумаги (например, папиросная поверхностной плотностью 16 г/м2) сталкивать вообще невозможно, их выравнивают наколкой каждого листа на иглы.
Листы каландрированной и мелованной бумаги с высокой гладкостью хорошо скользят друг по другу и легко сталкиваются. Высококаландрированную с гладкостью более 300 с и мелованную бумагу перед подрезкой и разрезкой можно вообще не сталкивать, а выравнивать, приталкивая к подавателю и упору при укладке стопы на столе одноножевой бумагорезальной машины.
Повышенная влажность бумаги затрудняет сталкивание, так как при этом снижается ее жесткость и возрастает коэффициент трения. При низкой (менее 5%) влажности бумага легко электризуется при плотном контакте и трении листов. Накопление зарядов при электризации приводит к слипанию листов, что затрудняет выполнение основных операций сталкивания. Оптимальная для данного технологического процесса влажность бумаги, равная 7-8%, может быть достигнута при нормальной относительной влажности воздуха в цехе (60 ± 5)% и после акклиматизации бумаги в течение суток.
Большой первоначальный сдвиг листов, волнистые, замятые и поврежденные кромки листов затрудняют сталкивание. Вместе с тем при загрузке плоскостапельных самонакладов печатных, отделочных и фальцевальных машин сталкивания можно и не производить, если первоначальный сдвиг листов не превышает 3 мм. При загрузке круглостапельных самонакладов фальцевальных машин сталкивания можно не производить и при большем (до 10 мм) смещении кромок листов.
Вопрос№2. Дать характеристику и описать технологию процессов ручной комплектовки вкладкой и подборкой.
Изготовление книжных блоков
Под изготовлением книжных блоков подразумеваются две операции — комплектовка блоков и их скрепление, но это ключевые, важнейшие в технологии брошюровочно-переплетных процессов операции, так как качество их выполнения в наивысшей степени определяет главные потребительские свойства изданий книжного типа: удобство пользования и требуемую долговечность.
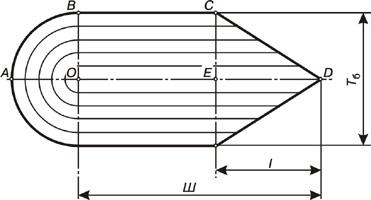
Комплектовка блоков вкладкой (тетрадь в тетрадь) применяется при изготовлении малообъемных книжных изданий — «тонких» журналов различного читательского назначения, книг для детей дошкольного и младшего школьного возраста, технологических инструкций на отдельные операции, различных документов (членских билетов, зачетных книжек и т.п.) и беловых товаров. Объем таких изданий и изделий обычно не превышает 128 страниц, а толщина блока — 6,5 мм. Толщину книжного блока при комплектовке вкладкой ограничивают потому, что ширина наружных долей бумажного листа после обрезки блока или издания при сгибании внутренних долей по радиусу R (рис. 5.1) уменьшается на величину l, пропорциональную толщине блока:
| 
|
(5.1)
|
где Ш — ширина блока до обрезки, мм; Тб — толщина блока, мм.
| Рис. 5.1. Схема смещения наружных тетрадей при комплектовке блоков вкладкой: Ш — ширина внутренней тетради;
Тб — толщина блока; l — величина сдвига передней кромки наружной тетради
|
В готовой продукции это приводит к значительному уменьшению корешковых полей на внутренних листах, так как даже при условии плотного прилегания в тетрадях и точной фальцовке при толщине блока 5-6,5 мм передние кромки долей листа и полос набора у наружных листов тетрадей смещаются на 4-5 мм, что, безусловно, снижает уровень качества книжных изданий, но вполне допустимо в производстве беловых товаров — еженедельников, общих тетрадей и др.
Технология комплектовки книжных блоков
Комплектовка блоков вкладкой и подборкой производится вручную, на вкладочно-швейных машинах, на вкладочно-швейно-резальных агрегатах и на подборных машинах, причем при изготовлении изданий в обложке комплектовка вкладкой всегда сочетается с крытьем обложкой.
Ручная комплектовка вкладкой
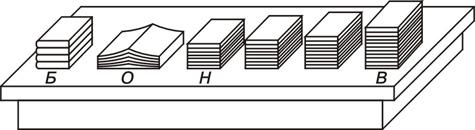
На малых полиграфических предприятиях при сменной загрузке цеха на операции комплектовки блоков до 18-20 тыс. трехсгибных тетрадей комплектовку вкладкой с крытьем блоков обложкой сможет выполнить один рабочий. Ручная комплектовка книжных блоков вкладкой осуществляется на горизонтальном столе после предварительной проверки стоп тетрадей по норме и сигнатурам пересыпкой их «на веер». Стопы тетрадей располагают с правой стороны стола начальными страницами с сигнатурой вниз, верхними краями к себе и корешками влево (рис. 5.2).
Рис. 5.2. Схема расположения тетрадей и блоков при ручной комплектовке блоков вкладкой: В — стопа внутренних тетрадей; Н — стопа наружных тетрадей; О — стопа обложек; Б — стопа скомплектованных блоков
Первой справа укладывается стопа внутренних тетрадей, а последней слева — стопа наружных тетрадей. Левее стопы наружных тетрадей укладывается стопа обложек. Для удобства работы стопы тетрадей и обложек делают разной высоты так, чтобы каждая стопа слева была на 1-1,5 см ниже правой. Высота правой стопы не должна превышать 20 см, иначе она при неосторожном движении может рассыпаться. Стопу сфальцованных обложек укладывают в развернутом виде сгибами кверху и верхними краями к себе, так как в сфальцованном виде обложки невозможно уложить сравнительно высокой стопой и трудно отделять по одной в процессе крытья.
При работе брошюровщик правой рукой отделяет верхнюю тетрадь крайней правой стопы и одновременно левой рукой раскрывает верхнюю тетрадь соседней стопы, расположенной слева, после чего вталкивает внутреннюю тетрадь блока в наружную. Затем движения рук повторяются: правой рукой часть скомплектованного блока вталкивается в следующую, раскрытую левой рукой тетрадь третьей стопы и т.д., а весь блок — в раскрытую левой рукой обложку. Скомплектованный и покрытый обложкой блок укладывается на левом краю стола. Когда высота стопы скомплектованных блоков достигнет удобной для дальнейшей обработки величины, ее тщательно сталкивают сначала по верхнему краю, а затем и на корешок и укладывают на соседний рабочий стол проволокошвейной машины или в фуры для отправки на последующие операции или на склад полуфабрикатов.
При изготовлении изданий в переплетной крышке технология комплектовки блоков вкладкой аналогична, но сам процесс комплектовки заканчивается вкладыванием частей блоков в наружные тетради с приклеенными с двух сторон форзацами и окантованными корешками.
Ручная комплектовка подборкой
Ручная комплектовка книжных блоков подборкой при малом числе тетрадей в блоках, как и при комплектовке вкладкой, выполняется на горизонтальном столе. Перед укладкой на стол рабочий контролирует качество поступающих полуфабрикатов, отбраковывая загрязненные и поврежденные тетради; на корешках или на верхних краях стопы последних тетрадей блока обязательно наносится метка цветным карандашом, чтобы облегчить разделение скомплектованных блоков перед их скреплением. Эта метка может являться также меткой исполнителя, если комплектовку выполняют два рабочих и более.
Если в блоке не более 8 тетрадей, то стопы тетрадей располагают на столе попарно, на равном расстоянии от рабочего места исполнителя, корешковыми сгибами вправо и верхними краями к себе, в порядке, указанном на рис. 5.3. Комплектовку блоков начинают с последней тетради, укладывая ее правой рукой на столе перед собой, после чего левой рукой укладывают на нее предпоследнюю тетрадь. Далее процесс комплектовки повторяется, пока стопа скомплектованных блоков не достигнет высоты, удобной для последующей обработки.
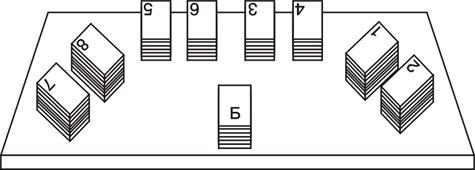
Рис. 5.3. Схема укладки стоп тетрадей при комплектовке подборкой малообъемных блоков: 1-8 — стопы тетрадей; Б — стопа скомплектованных блоков
Если число тетрадей в изданиях более 8, то на рабочем столе устанавливается подставка высотой 10 см, чтобы стопы тетрадей можно было укладывать в два ряда на разной высоте. В первом, дальнем от рабочего, ряду на подставке укладывают стопы тетрадей первой половины блока, размещая их слева направо. Во втором, ближнем, ряду укладывают стопы тетрадей второй половины блока справа налево. Комплектовку блоков начинают с последней тетради, накладывая их на ладонь левой руки или на картонную заготовку соответствующего формата и перемещаясь вдоль стола слева направо и справа налево. За один прием рабочий набирает несколько блоков стопой такой высоты, которая удобна ему в работе.
Если число тетрадей в книжных изданиях более 20, то рабочий стол целесообразно делать П-образным. В этом случае рабочий может выполнять комплектовку сидя на винтовом стуле. При так называемой бестетрадной технологии, когда книжные блоки могут состоять из нескольких десятков листов форматов А4 или А5, на рабочем столе устанавливают двух- или трехъярусную полку с ячейками, в которых можно уложить по нескольку сотен оттисков.
После комплектовки стопы ее сталкивают по верхнему торцу и на корешок, контролируют правильность комплектовки по корешковым меткам, после чего укладывают на соседний стол машины швейного или бесшвейного скрепления блоков. На средних и крупных предприятиях скомплектованные блоки укладывают стопами высотой до 30 см в фуры с откидными полками или на полку каретки подвесного транспортера.
Вопрос№3 Факторы, влияющие на качество блоков в процессе заклейки, сушки и обжима корешка
Показатели качества обработки корешка блоков зависят от способа и режимов заклейки, сушки и обжима корешка и технологических факторов — показателей качества бумаги и объема тетрадей блока.
Способы и режимы заклейки корешка. По данным МГУП, вариант с заклейкой и сушкой корешка в зажатом состоянии, осуществляемый на современных заклеечносушильных автоматах, технологически наиболее совершенен, так как обеспечивает максимальную прочность склейки тетрадей при высоких значениях коэффициентов спрессованности и стойкости блоков к сдвигу.
Расход клея. Если блокозаклеечное устройство обеспечивает нанесение тонкого слоя клея высокой концентрации и любой вязкости с прониканием клея между утолщениями корешковых фальцев смежных тетрадей, то прочность склейки тетрадей возрастает с увеличением расхода клея до 0,6 кг/м2 для всех видов бумаги (рис. 6.2, а). Трехкратное увеличение расхода клея обеспечивает примерно 1,5-кратное повышение прочности склейки тетрадей из неклеевых видов бумаги и 1,6-2,5-кратное у тетрадей из клееной офсетной бумаги, при этом абсолютное возрастание прочности склейки составляет соответственно до 0,5 и 0,2 даН/см (кгс/см).
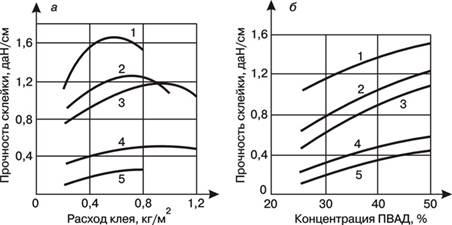
Рис. 6.2. Зависимость прочности склейки тетрадей блоков, заклеенных ПВАД: а — от расхода клея; б — от концентрации клея; 1 — бумага для высокой печати № 3; 2 — для высокой печати № 2; 3 — для высокой печати № 1; 4 — офсетная № 2; 5 — офсетная № 1
Концентрация клея. Повышение концентрации клея при постоянном его расходе (рис. 6.2, б) дает значительно больший эффект: двукратное увеличение концентрации обеспечивает прирост прочности склейки тетрадей из неклееных видов бумаги для высокой печати в 1,5-2,5 раза (на 0,5-0,6 даН/см) и в 3,0-4,5 раза (примерно на 0,4 даН/см) у клееной офсетной бумаги. Применение концентрированного клея при постоянном расходе сухого вещества обеспечивает большую прочность склейки тетрадей, лучшие условия для сушки корешка, позволяет экономить клей при обработке блоков из неклееных видов бумаги, если норму расхода клея установить из требования необходимой прочности склейки тетрадей в соответствии со сроком службы издания.
По данным МГУП, при заклейке корешка блоков, состоящих из 32-страничных тетрадей, неразбавленным 50%-ным клеем с соблюдением нормы расхода сухого вещества в процессе сушки корешка необходимо удалить не более 30% влаги, внесенной с клеем. Остальная влага отфильтровывается в бумагу и остается в клеевой пленке, не мешая выполнению последующих операций. Простые расчеты показывают, что при применении разбавленных клеев, содержащих 33% сухого остатка, в соответствии с рекомендациями технологических инструкций и нормами расхода материалов, при сушке необходимо удалить в 4 раза большую массу влаги, чтобы получить такое же влагосодержание.
Режим сушки корешка. При интенсивных способах сушки по мере обезвоживания клея прочность склейки тетрадей блока возрастает, достигает максимума при потере примерно 60% влаги, внесенной с клеем 33%-ной концентрации, после чего понижается. Прочность склейки тетрадей при оптимальном влагосодержании возрастает при применении жестких режимов радиационно-конвективной сушки (с увеличением мощности и температуры излучателя, уменьшением расстояния до излучателя — кривая 1 на рис. 6.3), что, видимо, способствует сплавлению частиц поливинилацетата, образованию монолитной пленки, диффузии полимера в бумагу.
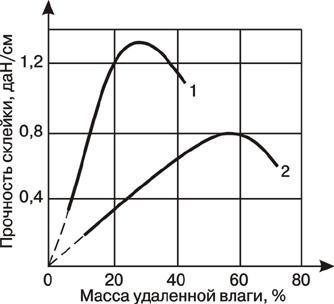
Рис. 6.3. Зависимость прочности склейки тетрадей блоков от количества удаленной влаги при сушке кварцевыми инфракрасными лампами: 1 — при заклейке корешка 50%-ной ПВАД; 2 — при заклейке 33%-ной ПВАД
Режимы обжима корешка. При заклейке и сушке корешков блоков в зажатом состоянии режимами обжима являются давление и величина выхода корешков из зажимов транспортера заклеечносушильной машины.
С увеличением выхода корешков блоков из зажимов и давления обжима корешки тетрадей блока веерообразно расходятся, что позволяет клею проникать на большую глубину между фальцами. При этом прочность склейки тетрадей книжных блоков сначала возрастает (для различного вида бумаги на 20-30%), достигает некоторого максимума, а затем понижается (рис. 6.4, а и 6.5, а). С увеличением выхода корешков из зажимов коэффициент спрессованности блоков уменьшается (рис. 6.4, б), а коэффициент стойкости к сдвигу несколько возрастает; повышение давления обжима увеличивает коэффициент спрессованности (рис. 6.4, б), но уменьшает коэффициент стойкости корешка к сдвигу. Оптимальной следует считать величину выхода корешков из зажимов, равную 6-8 мм, и давление обжима порядка 1-3 МПа в зависимости от вида отделки и объемной массы бумаги, объема тетрадей и толщины блока. При этих значениях параметров обжима обеспечиваются максимальная прочность склейки тетрадей и достаточно высокие значения коэффициентов спрессованности и стойкости блока к сдвигу, что обеспечивает высокое качество полуфабрикатов на последующих операциях механической обработки корешка книжных блоков.
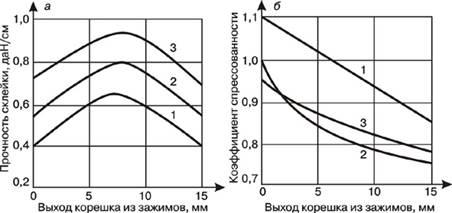
Рис. 6.4. Зависимость прочности склейки тетрадей (а) и коэффициента спрессованности блоков (б) от величины выхода корешка из зажимов для блоков из бумаги для высокой печати: 1 — № 1, ПВАД 33%-ная; 2 — № 1, ПВАД 50%-ная; 3 — № 3, ПВАД 50%-ная
При пооперационной обработке блоков одно- или двукратный обжим корешка производится на блокообжимных станках типа БПБ-270 при давлении порядка 3-4 МПа (30-40 кгс/см2).
Обжим корешка блоков после сушки повышает коэффициент спрессованности, понижает коэффициент стойкости блока к сдвигу и не влияет на прочность склейки тетрадей блоков.
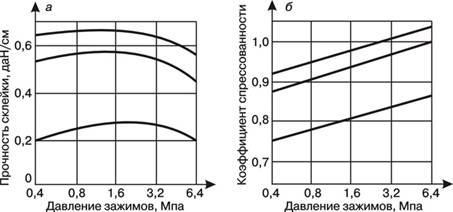
Рис. 6.5. Зависимость прочности склейки тетрадей (а) и коэффициента спрессованности блоков (б) от давления зажимов для блоков из бумаги для высокой печати: 1 — № 1, 33%-ная ПВАД; 2 — № 1, 50%-ная ПВАД; 3 — № 3, 50%-ная ПВАД; 4 — № 3, 33%-ная ПВАД
Проклейка, композиция и объемная масса бумаги. Клееные виды бумаги хуже смачиваются ПВАД, дают меньшую прочность адгезионного шва, поэтому прочность склейки тетрадей блоков из клееной офсетной бумаги (см. кривые 4 и 5 на рис. 6.2) при прочих равных условиях в 2-4,5 раза ниже, чем у неклееных видов бумаги для высокой печати (см. кривые 1-3 на рис. 6.2). Бумага, содержащая древесную массу (№ 2 и № 3), по сравнению с бумагой, изготовленной только из целлюлозы (№ 1), имеет, как правило, меньшую объемную массу, бо2льшую пористость, лучше смачивается клеем и поэтому обеспечивает значительно большую прочность склейки.
Объем тетрадей блока. Если блок изготовлен из 32-страничных тетрадей, то по сравнению с 16-страничными тетрадями при одинаковом расходе клея прочность склейки тетрадей примерно на 10-15% выше из-за увеличения ширины склейки между корешковыми фальцами соседних тетрадей.
Влажность бумаги. Коэффициент спрессованности блоков и прочность адгезионного шва у бумаги с малой влажностью возрастают при применении разбавленной до 40-45% содержания сухого вещества ПВАД, но прочность клеевой пленки при этом значительно уменьшается. Бумага с малой влажностью на первой стадии образования адгезионного шва весьма интенсивно впитывает влагу клея, что ухудшает смачиваемость бумаги клеем и прочность адгезионного шва. Если на заклейку корешка поступают блоки с низкой (менее 5%) влажностью, то концентрацию клея следует несколько уменьшить. Прочность склейки тетрадей можно повысить, если производить двукратную промазку корешков блоков клеем: последовательно разбавленной и концентрированной ПВАД.
Список литературы
Справочник технолога-полиграфиста. Часть 6. Брошюровочно-переплетные процессы/Сост. Л.Г.Гранская, О.Б.Купцова. - М.: Книга, 1985.
Технология после печатных процессов. Д.В.Воробьёв 2000.
|